



<六安>云海旭金属材料有限公司

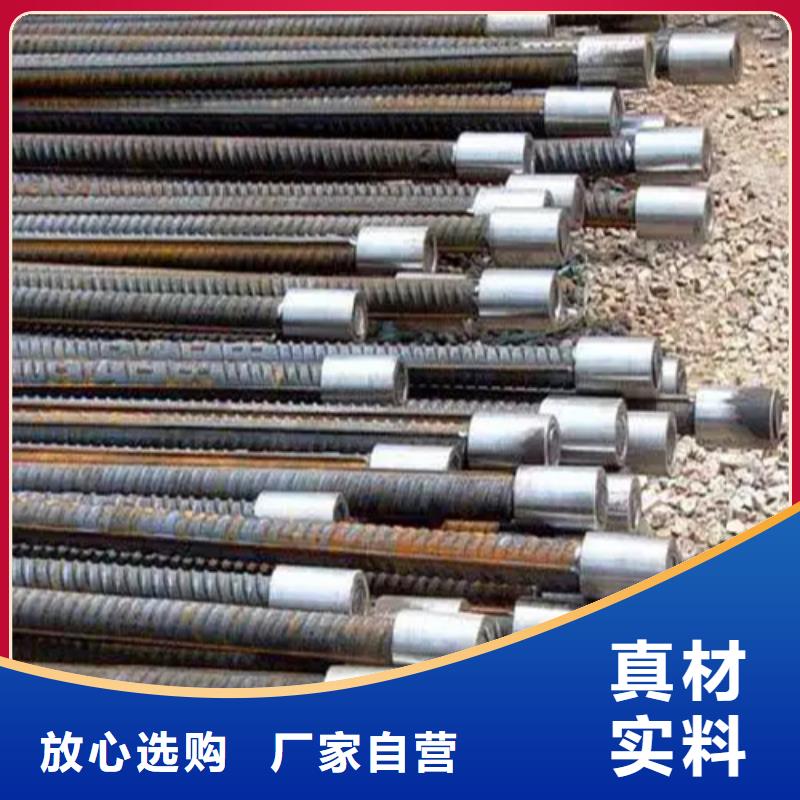
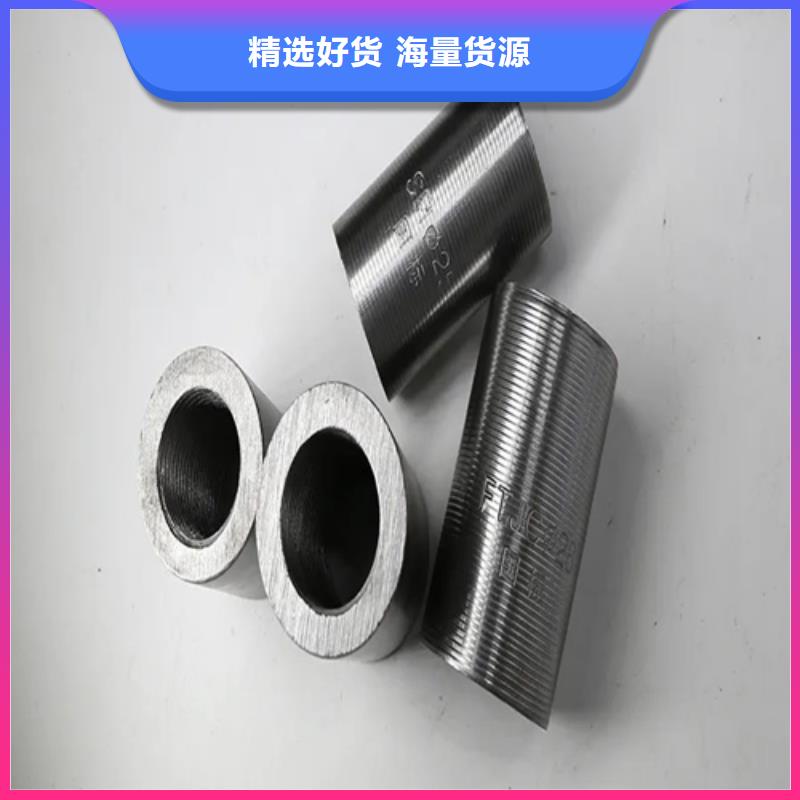
此外,钢筋套筒全长275mm,两端内孔的形状和位置公差是不易掌握的,并且钢筋直螺纹套筒较薄处仅有7mm,工序安排不合理会产生变形,将直接影响到钢筋连接套筒的加工精度,钢筋直螺纹套筒的主要面的粗糙度0.8和1.6,加工表面全部需要磨削,并在磨削前必须要安排合理的热处理,总之分体式钢筋连接套筒的主要加工表面必须经过多道加工,才能逐步提高精度以达到要求。建筑人平常工作过程中经常会会遇到各种各样的问题,其中钢筋连接套筒因连接不紧出现松动是其中常见的问题之一,这样的问题如果不及时去解决,就会导致建筑的质量不达标,所以了解传统的防松办法是非常必要的。
钢筋套筒接头加工的技术是需要十分慎重的进程需要的,我们可以经过比较其他加工技术而言,钢筋接头的技术进程是十分慎重的。1、钢筋端面平头:平头的目的是让钢筋端面与母材轴线方向垂直,宣选用砂轮切割机或其他专用堵截设备,制止气割。2、剥肋滚压螺纹:运用钢筋剥肋滚压直螺纹机将待联接钢筋的端头加工成螺纹。3、丝头质量查验:操作者对加工的丝头进行的质量查验。4、带帽保护:用专用的钢筋丝头保护帽或联接套筒将钢筋丝头进行保护,防止螺纹被磕碰或被污物污染。5、丝头质量抽检:对自检合格的丝头进行的抽样查验。6、存放待用:按规格型号及类型进行分类堆积。

钢筋套筒连接如有一个试件不符合要求现场检验包括外观检验和接头单向拉伸试验.1、外观检验(1)锥螺纹的外观检验随机抽取同规格接头数钢筋连接套筒的10%应满足钢筋与连接套的规格一致接头丝扣无完整丝扣外露要求锥螺纹接头应作力矩扳手检验梁柱构件按接头数的15%钢筋连接且每个构件的抽验数不钢筋连接套筒得少于一个接头基础墙、板构件按各自接头数每100个接头作为一个验收批不足100个也作为一个验收批每批抽验3个接头.钢筋连接每批接头应全部合格如果有一个不合格则该验收批应全数检查对达不到钢筋连接套筒合格要求的钢筋直螺纹连接套筒应进行补强如;接头松动或钢筋连接套筒达不到型式检验报告要求的力矩值丝扣外露不符合锥螺纹和直螺纹连接要求等.钢筋连接连接件接头要及时填写接头质量检查记录.


