

联系我们

全封闭式档案密集架适用范围
更新时间:2024-12-29 00:04:48 浏览次数:4 公司名称: 凯美智能手动移动电动密集柜架办公家具有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 420元/平米 |
| 发货期限 | 10天 |
| 供货总量 | 10000立方 |
| 运费说明 | 负责送货 |
| 最小起订 | 20立方 |
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 冷轧钢板 |
| 产品品牌 | 周博 |
| 产品规格 | 2400*900*560mm |
| 发货城市 | 衡水 |
| 产品产地 | 河北 |
| 加工定制 | 可定做 |
| 产品型号 | ZX-A型 |
| 可售卖地 | 全国 |
| 产品重量 | 70公斤 |
| 产品颜色 | 乳白 |
| 质保时间 | 10年 |
| 外形尺寸 | 2400*900*560mm |
| 适用领域 | 档案室 |
| 是否进口 | 否 |
| 质量认证 | ISO9003 |
| 产品功率 | 200w |
| 工作温度 | 10-30度 |
| 电动密集柜 | 2400*900*560mm |
| 产地 | 河北衡水 |
| 价格 | 420元 |





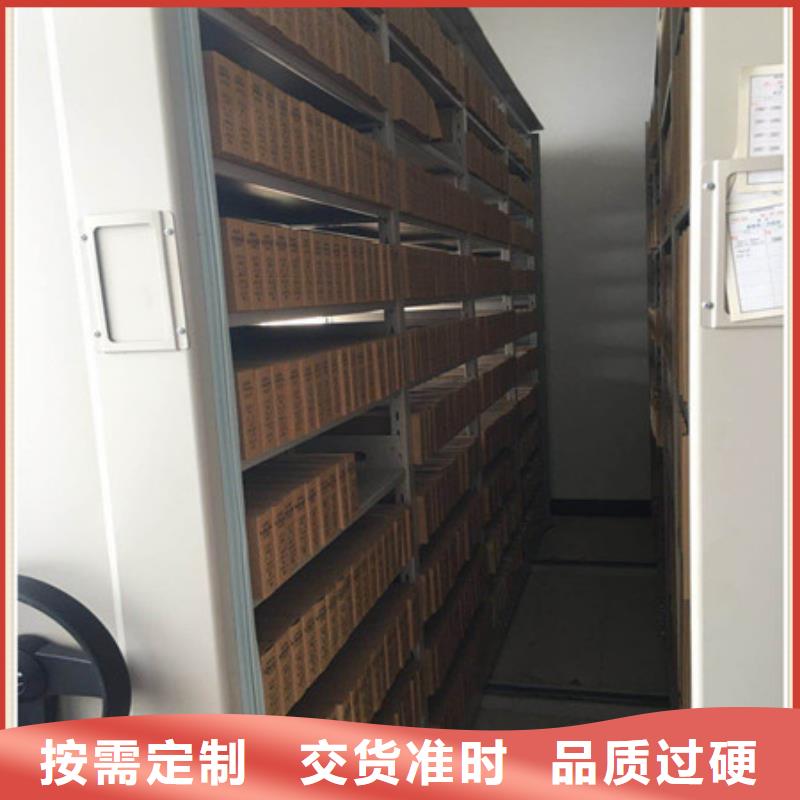
龙岩全封闭式档案密集架适用范围 <龙岩>凯美办公家具有限公司
再将房间的利用率提高到很大化,假设客户还不满意存储空间,还可以在结构上进行调整,这是经销商没办法做到的。
以上两点是基础,许多经销商为了自己的获利空间,忽略了隐患,只是为了加大密集架的立方数。它能够协助咱们总结许多的档案,以便咱们在想要找到它的时分能很简单地得到它。它首要用于存储一些文件、书本和档案。但是,事实上,许多顾客只知道路途密布结构的优点,并且还有许多优势没有发掘出来。
首要,密布的架子能够节约许多空间。鳞次栉比的货架替代了档案柜,为客户节约了许多空间。在同一个档案室,当相同的息被贮存起来时,
第三就是从查询方面来看。在购买智能密集柜之前,要对它的相关知识加以了解,比如说它的核心结构,基本构造等,再比如使用什么样的钢材比较好,钢材要符合什么样的标准等等。
以上就是密集柜厂家-泽密集柜的汪工程师为大家介绍的辨别智能密集柜质量优劣的几个方面,大家可以参考一下。智能密集柜的质量是很重要的,如果一款产品的外观很好看,款式很新颖,功能也很多,但是质量不能保证,一切就都无从谈起了。
密集柜是现在很流行的一种办公家具,它主要有三种类型,即手动密集柜,1动密集柜还有智能密集柜,其中智能密集柜是受欢迎的,它的用户也是多的。不过智能密集柜在使用的过程中是需要定期保养的,很多人不知道这样做是为什么,下面就请密集柜厂家-泽密集柜的张工程师给我们介绍一下智能密集柜定期保养的意义。
智能密集柜在使用的过程中应该定期的保养和维护,可以一月一次或者是每两月一次等,主要还是根据自己的实际情况来。而这个保养的工作包括清洁,检查各1零部件,调整各1功能,加固,润滑,更换,各种不隐患等等。
就是可以使智能密集柜一直保持向好的运行状态,使其发挥出大的,第二是可以保证智能密集柜的运转,减少在使用过程中的的故障产生,
便利灵敏的维护网络维护:防腐蚀寿数通常是30到100年,因超载损坏,通常只需要少数的元件替换或修补。
替标准档案密集架拆保险利用尺度,提防不测事变产生,特制定本标准,详细以下:1,高度正视档案密集架采购,装置外的品质保险成绩。洽购档案密集架当从产品质量,厂商资,售后办事等大家里分析考查评价。签订洽购条约,明白两边权力任务。
档案密集架的布局,加工制作,原材料,表面品质,载重机能,1动稠密架的1气,保险防护,乐音和档案密集架的装置等当合适档案行业尺度《曲列式档案稠密架》请求。档案密集架装置调试结束背,洽购单元应按照《曲列式档案密集架》划定的品质尺度战实验方式构造验收,教训送及格背能力投入利用。
2,楼面荷载应符合《档案馆建造设想标准》划定,凡是非楼面荷载达不到国度划定尺度的库房,不克不及装置档案密集架。曾经装置档案密集架的单元,当请建造工程设想单元对于楼面荷载执行核实,达不到划定荷载尺度的当接纳加固办法。
传动机构双向超出聚散器结构:采纳三分力,三变快中心双传动,全轮驱动,请求滚动矫捷,安稳,弱无力,传动比不小于 14.38而且不得有失笨,摇摆,倾斜景象。41动密集架底盘采纳全体焊接,刚性脚,稳定形,每列中间,节取节之间必需完整关闭,半封闭隔离,底盘取道轨喷塑处理。
3工艺请求:1概况处置惩罚:各部整机涂覆前,必需执行除油,除锈,荡涤,表调,荡涤,磷化,二遍清洗,磷化处理按照 GB6807.92尺度执行,每路工序分槽处理,一切尺度件及紧固件均须冷化或镀锌处理。2概况笼盖采纳亚光静1喷塑(需无预烘干工序)1末出产厂家需通过 ISO14001环保认证,请求供应认证。
概况平匀光明,光彩分歧,无划痕,涂膜附着力应能达到DB1720中规定的一级目标。供应喷塑及后处置惩罚工艺指示双。3产物出产工艺历程,下料,冲压,轧压等工序全数达到模具化。整机组合焊接从轨道,立柱,底盘,封门的钻孔等工序,全数达到工装夹具化,以使产物具备精良的调换性和协调性。
A 一切钣金件,机添件加工背应打磨毛刺,有裂纹及伤痕。B一切焊接件焊接牢固,焊痕滑腻,平坦。C装置外不得采纳抽钉或者从守钉连接形式,当全数采纳螺栓活接。D装置背一切异层放板高度误差应不大于 2mm4招标我需列亮稠密架各毗连部位采纳的零部件称号,规格,质地,强度,工艺等要素。
