



甘肃省陇南市大口径珩磨管加工原理 <陇南>九冶管业有限公司
抛光一般是用软质的抛光轮,比如丝绸。或者圆盘型的抛光盘加上抛光膏,就是一种很细的磨料,对工进行精细加工,可以得到高的表面光洁度。但它在加工时无刚性基准面,因此不能形位误差。可以对不规则表面进行抛光。珩磨是一种高精度磨削加工。不光对孔,在淬硬齿面上也可以进行,比如“珩齿”加工。但加工孔比较多见。比如发动机缸体的加工。它使用组合磨具,安装在浮动夹具上,可以微量的自我调节,因此可以适应孔的形状误差。因此它也不能孔的形位误差。薄壁气缸管生产厂所谓调质一般是指含碳量在0.3-0.6%的中碳钢.一般用这类绗磨管制作的零件要求具有很好的综合机械性能即在保持较高的强度的同时又具有很好的塑性和韧性人们往往使用调制处理来达到这个目的所以人们习惯上就把这一类绗磨管称作调质钢绗磨管调质与不调质的区分 45#绗磨管的调质处理是热处理的一种工艺是指绗磨管在淬火后加高温回火.目的是使调质后的零件具有优良的综合机械性能.关于调制处理工艺的加温时间保温时间冷却速度冷却介质等要看具体的材料具体零件的技术要求来决定

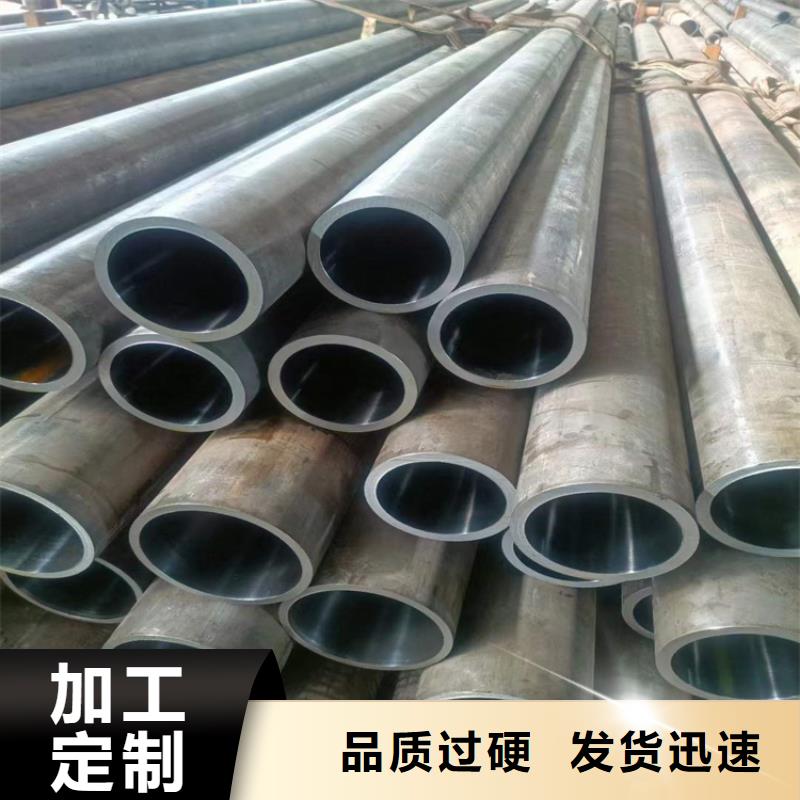
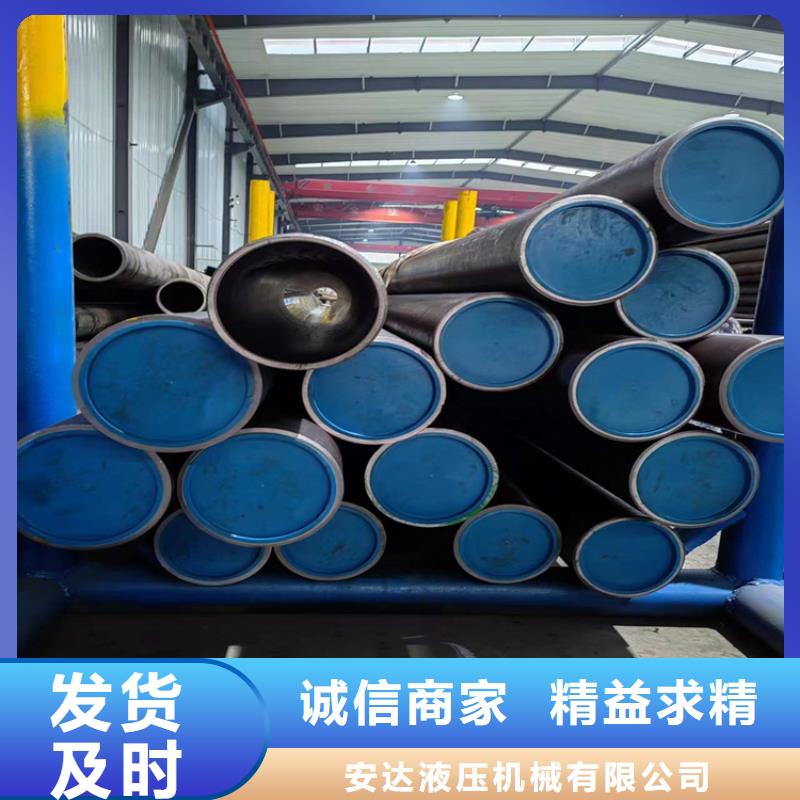
大口径绗磨管筑底反弹的可能 国内大口径绗磨管供应继续增加,需求有所下滑,库存延续下降态势,故五月份建筑大口径绗磨管呈现重心下移的弱势震荡调整态势。经历了一个月的阶段性调整,产量隐隐有出现拐点的迹象,需求虽有下滑,但并未表现出明显的淡季特征,供需格局同步变化背景下,库存和成本对价格的支撑仍在。 目前建筑钢材市场仍处于高产量,低库存,低利润,高成本的格局之中,价格震荡态势难以改变。初步预计6月份国内大口径绗磨管震荡运行,或存在筑底反弹的可能。公司拥有绗磨管机组4条,可加工生产30--600的绗磨管(航模管油缸管)。公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn、27SiMn及部分低合金钢,标准GB8713-88。
 甘肃省陇南市大口径珩磨管加工原理
甘肃省陇南市大口径珩磨管加工原理
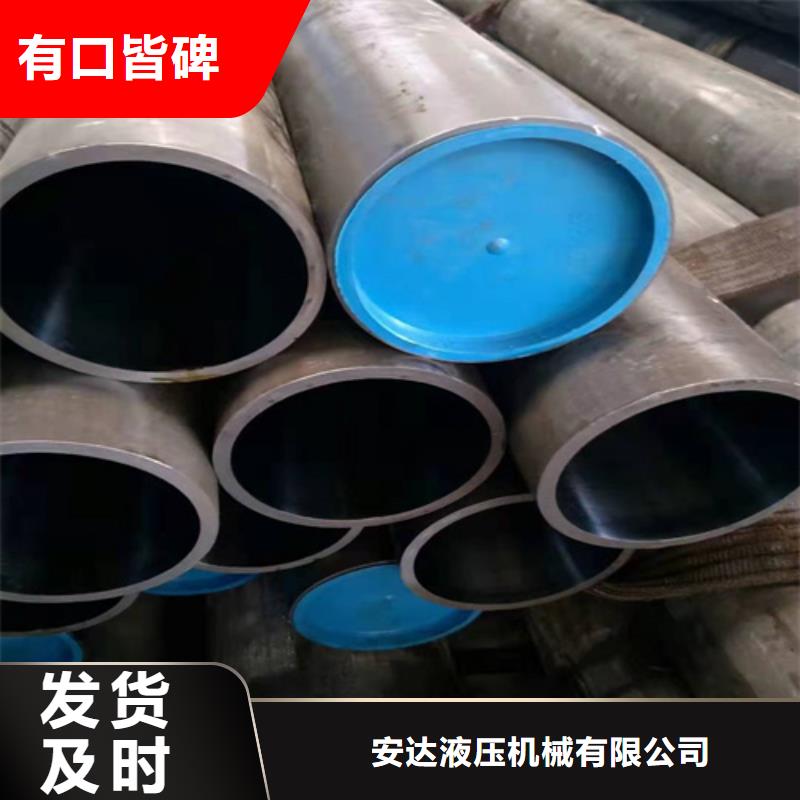
小口径绗磨管麻点缺陷处理 在加工之前表面会有很多的麻点,这是影响小口径绗磨管质量的重要因子,要想经过绗磨后获得质量好的液压油缸管 ,就需要对这些麻点进行修复。那么,小口径绗磨管表面缺陷的修复方法有哪些呢?1.加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2.优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3.热轧管内孔缺陷清理。
