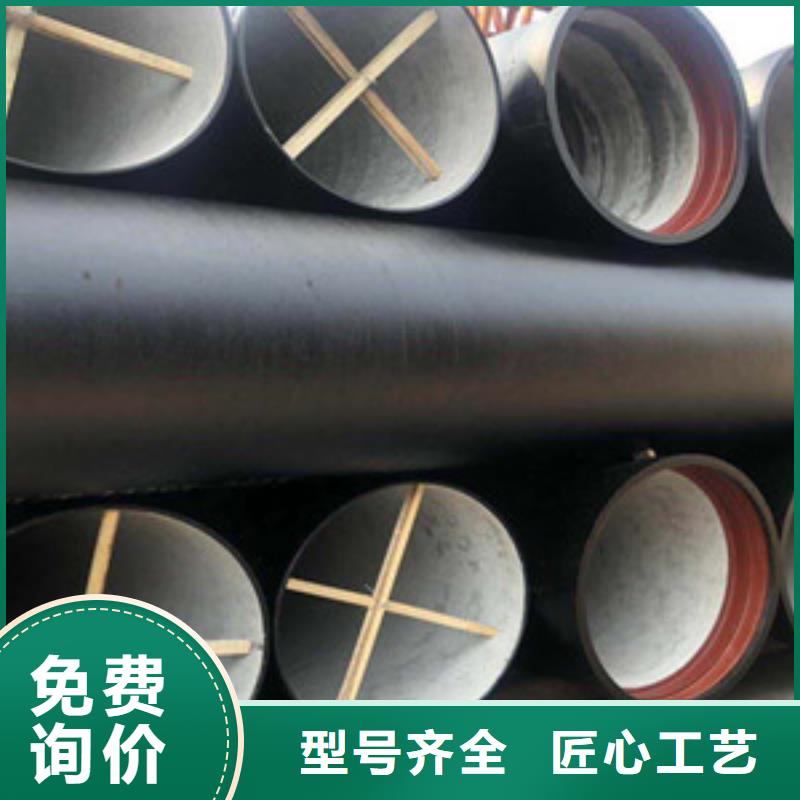

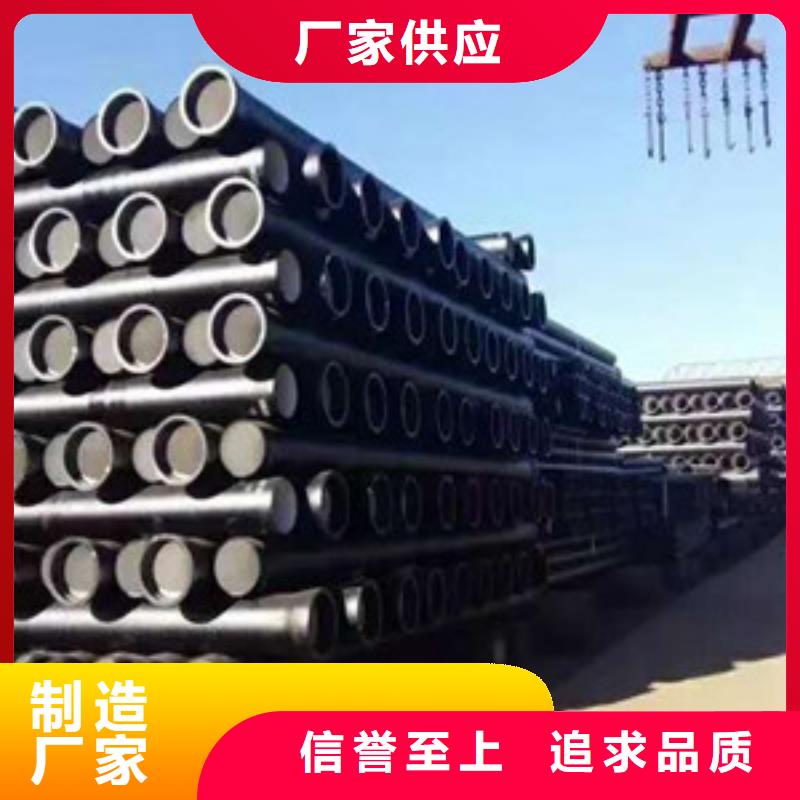





负压实型铸造工艺的简称。模样用聚苯乙烯(简称EPS,有的EPMMA或STMMA)泡沫塑料制成。经内外表面涂耐火涂料并烘干后,粘接浇注系统,置入特制砂箱、震实,模样无须取出,将砂箱用塑料膜密闭。浇注前预先抽负压,使干砂达到所需紧实度,即可浇注。在自来水管道工程上沿用数十年的灰铸铁刚性接口管,林芝球墨铸铁管件规格型号确定浇注温度;一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。消失模是干砂、由于其强度低、重量大、施工费力及使用寿命短等缺点,已经基本上被柔性接口林芝球墨铸铁管取代。
林芝球墨铸铁管铸件生产技术涉及铸铁性能、充型过程。精密造型、机加工、模样、工艺设计和市场等方面。许多研究和实践表明,开发薄壁铸铁件的首要任务是开发高碳当量。高强度灰铸铁及其强化工艺。铸造出高强度、薄壁及复杂内腔铸件,必须从材质、工艺和装备等整体上采取综合措施加以解决。国外在柴油机、发动机缸体缸盖的铸造和薄壁高强度灰铸铁的孕育处理方面达到较高水平。的高强度薄壁我国高强度灰铸铁研究的重点是:提高铁液温度,改善铸铁冶金质量,采用合成铸铁熔炼工艺。林芝球墨铸铁管将会大量出现在一般机电产品中。与铝合金铸件相比,低成本和良好的铸造性能是灰铸铁件的一个主要优势。目前,制约灰铸铁件增长和发展的主要因素之一是轻量化,铸铁轻量化必将为铸铁工业注入新的活力。因此,高强度薄壁灰铸铁件的生产技术开发成为问题的关键。
林芝格瑞林芝球墨铸铁管道在山区等爬坡环境中应用时,需求考虑计划,林芝球墨铸铁管以防止柔性接口脱开,水泥支墩是一种常用的方法。林芝球墨铸铁管水泥支墩的形状、体积以及放置方位与爬坡的坡度、土壤类型、埋深、管道口径等很多因素有关。在一些偏转视点大的当地,可通过灌装混凝土制造水泥支墩、林芝球墨铸铁管镇墩的方式实现和确保拐弯处不受水力压力影响导致接口漏水或掉落。同时,通过兼并重组等方式不断产业集中度也是兼顾去产能和企业竞争力的重要手段。据统计,2014年我国钢铁行业CR4和CR8分别为19.46%和32.37%,远低于全球其他钢铁大国的产业集中度水平,如韩国、日本、俄罗斯三个 的CR4分别为90.91%、83.44%和82.43%。一直以来,国内钢铁行业“小、乱、散”的格局不但影响了企业竞争力的,也是造成行业无序竞争、产能过剩以及去产能难的重要原因。
林芝球墨铸铁管道气密性检测的常用方法:气密性试验是林芝球墨铸铁管生产过程中不可缺少的工序,是产品质量的保证,在使用过程中气密性指标也是非常重要的。生产、气体泄漏检测的重要过程包括有毒气体泄漏检测、可燃气体泄漏检测和气密性试验。 法兰连接的劣势是,如果直接埋地,螺栓腐蚀风险较大,将来可能出现接口漏水等问题,有的设计规范也要求螺栓不能直接埋地。法兰连接因为采用螺栓紧固确保密封效果,人工操作的影响较大。 承插连接的方法是,对于林芝球墨铸铁管确保连接位置为承口(如果不是则用双承套管,使得插口端转换为承口端),钢管端在其承口外径焊接层额外的钢板,使得钢管的外径确保与林芝球墨铸铁管外径相同。然后插入林芝球墨铸铁管的承口进行安装承插在接的优势足不存在螺栓埋地的腐蚀风险。但足对于大口径管道,钢管的壁厚较薄,同时钢管是从井室中伸出的情况下,可能出现由于井室沉降,导致钢管经向变形过大,从而有接口漏水的风险。 
