您的位置>首页 >辽宁本地今日新闻 >
气缸管免费寄样
更新时间: 2024-11-18 18:17:05 浏览次数:3
以下是:气缸管免费寄样的产品参数
| 产品参数 |
|---|
| 产品价格 | 6500/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#珩磨管 |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 油缸汽车配件 |
|---|
| 是否进口 | 否 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/Q345B/27SiMn |
|---|
| 质量等级 | 正品 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 是否厂家 | 是 |
|---|
| 加工定制 | 是 |
|---|
以下是:气缸管免费寄样的图文视频
导读 气缸管免费寄样,安达液压机械有限公司为您提供气缸管免费寄样,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,请联系安达液压机械有限公司,发货地:聊城辽河路燕山路交叉口南500米东首发货到辽宁省 沈阳市、大连市、鞍山市、抚顺市、本溪市、丹东市、锦州市、营口市、阜新市、辽阳市、盘锦市、铁岭市、朝阳市、葫芦岛市。 辽宁省 辽宁省,简称“辽”,取辽河流域永远安宁之意而得其名,是中华人民共和国省级行政区,省会沈阳市;位于东北地区南部,南濒黄海、渤海二海,西南与河北省接壤,西北与内蒙古自治区毗连,东北与吉林省为邻,东南以鸭绿江为界与朝鲜隔江相望;地势大致为自北向南,自东西两侧向中部倾斜,属温带季风气候;截至2022年,全省辖14个地级市,总面积14.86万平方千米,全省常住人口4197万人。
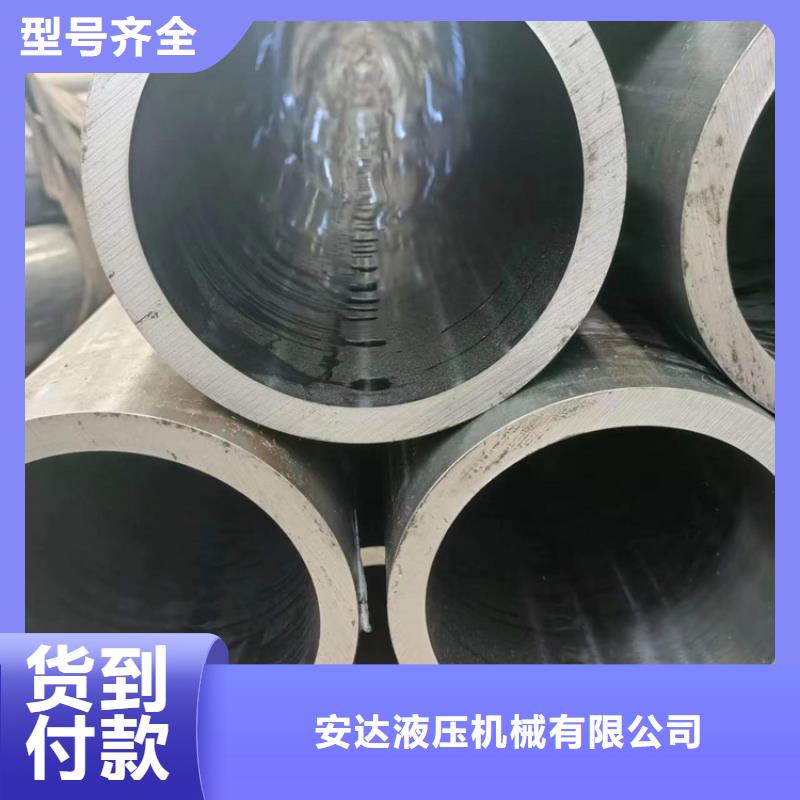
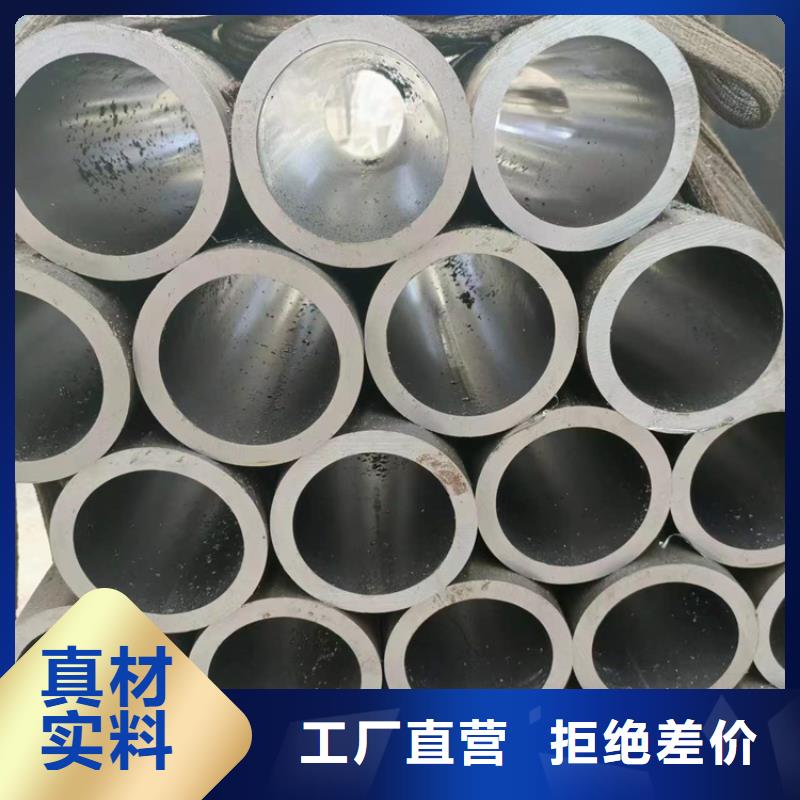
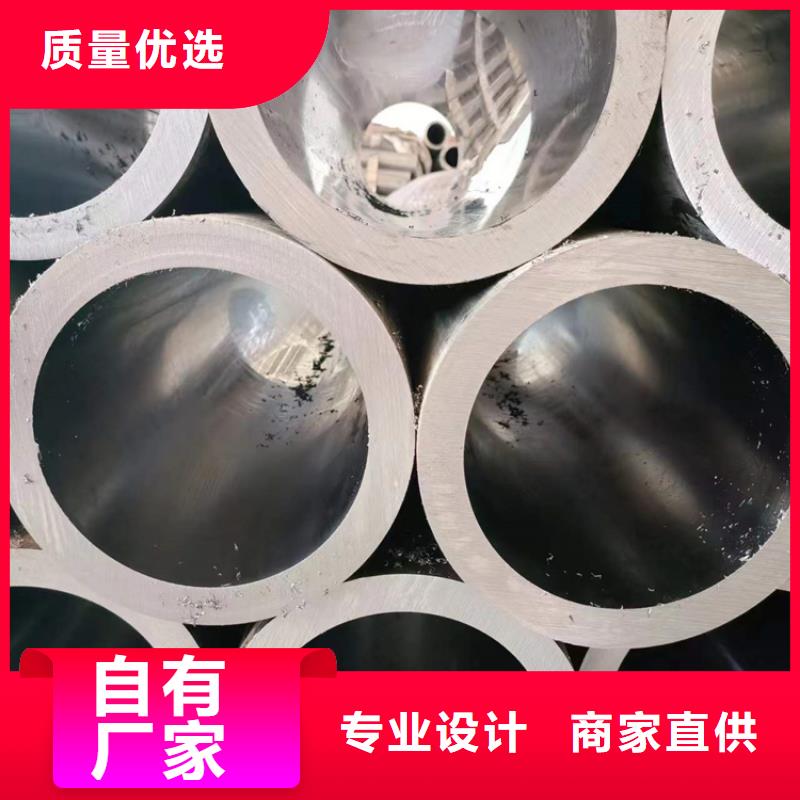
辽宁珩磨管绗磨管油缸管怎样修复珩磨管的表面缺陷1、加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2、优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3、热轧管内孔缺陷清理珩磨管的基本构成液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。




<辽宁>九冶管业有限公司拥有成熟可靠的技术,依托雄厚的技术力量和先进的加工设备,公司已在辽宁高精度珩磨管等领域建立起优势。公司明确以省内为基础、逐步向辽宁周边地区辐射,实现辽宁高精度珩磨管销往全国市场的发展战略。

总结 气缸管免费寄样,安达液压机械有限公司为您提供气缸管免费寄样产品案例,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:辽河路燕山路交叉口南500米东首。