





按金属带锯床、角度锯床、数控锯床、龙门锯床商品运用仿单的划定,选用液压油。选用封闭式油箱,在其进口处设备空气滤清器。运用进程中,应避免水分、乳化液、尘土、纤维杂物及其他机械杂物的侵入。液压油箱的油量在锯床系统管路和元件布满油后,应保持在划定的油位规划内。带锯条液压系统在投入运用前,必需进行严厉的清洁。加油时必需严厉过滤。
带锯床液压油的含水率。假设液压油呈乳白色,气味没变,说明混入水分过多。取少数液压油滴在火热的铁板上,若宣布“叭叭”声,说明富含水分。此刻,应替换新油。液压油的氧化程度。假设液压油色彩呈黑褐色并有恶臭味,说明现已氧化。褐色越深,恶臭味越浓,说明氧化的程度越凶猛。此刻,应替换新油。
液压油中杂质含量。取数滴液压油放在手上,用手指捻一下,若有较多的金属颗粒或闪光点(阳光下),证明液压油富含机械杂质过多。须进行不少于42h以上的沉积,然后将其过滤后运用。当令替换液压油。停机后,操作作业设备使其置于 方位,封闭发主意,运用液压油自重,趁液压油热的时候放油(容易把机械杂质、油污带出),然后彻底清洁油箱及管路,参与新油。准确清洁液压系统。切忌运用火油或柴油作清洁液。清洁时应选竭尽或许大的流量,使管路中液流呈紊流状况,并结束各个实行元件的动作,以便将污染物从各个泵、阀与液压缸等元件冲刷出来。清洁结束后,在热状况下排掉清洁液,替换新油。
确认电源连接完好后,打开主动轮罩,按锯床起动按钮,检查带锯轮转向是否正确。锯床锯切前应根据材料的直径及材质选择合适齿节的锯条,对照面板的参数表调整锯条的线速度及进给速度,并调整钢丝刷轮盒,使钢丝刷轮接触至带锯条2/3齿高处。新锯条首次使用时必须进行磨合切削,须将锯条的线速度及进给速度降至正常切削状态参数时的一半,且至少锯切5个直径为200mm或相当切削面积的完整切片。锯床发现振动或异常响声时,应立即停机检查,
带锯床锯下的锯屑可以看出锯切压力和条件是否正确:
1、很细或粉末状的锯屑表示应增加进给速率或降低锯带速度 ;
2、厚、重或蓝色的锯屑表示锯条过载应减少进给速率或提高锯带速度 松散盘卷的锯屑表示理想的锯切状态。
如何让您使用的带锯床更稳定使用寿命更长请做到以下几点:
在带锯床杰出光滑的基础上,锯床日常耗油量定额和定量换液压油,做好废油收回退库作业,留意设备是不是有漏油现象,避免浪费。
依照光滑卡片规则的时刻规则对锯床变速箱加油、添油和清油,对储量大的油,应按规则时刻抽样化验,视液压油质情况断定清洗换油,循环过滤及抽验周期。
按带锯床光滑图表上的规则,对设备日常加油、添油和清洗换油的分工是保证设备正常运用的要点。
用户依据带锯床设备说明书断定每台数控锯床的光滑部位和光滑点,怎么更好的光滑坚持设备清洁定期给设备加油光滑。
严厉依照设备指定油脂商标用油,光滑材料及掺配油品有必要经查验合格,光滑设备和加油用具有必要坚持清洁无异物。
带锯床每天锯切前的保养操作:查看带锯条,保证被正确的涨紧动轮上;查看钢丝刷与带锯条接触是否恰当;金属带锯床保养:带锯条设备、锯架铰接轴、主被迫轴承加满黄油光滑。金属带锯床保养:更换光滑油。钢刷传动座注油嘴用油枪注入光滑脂3六个月的保养新金属带锯床在开始运用6个月,为使锯床坚持杰出运转状况,请更换。

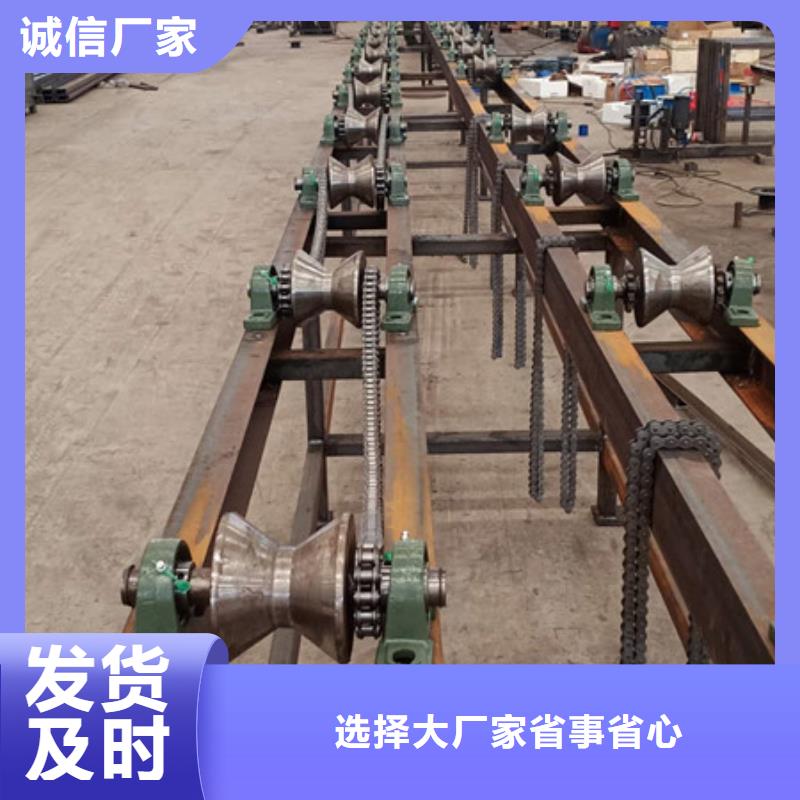
环形锯带张紧在两个锯轮上,并由锯轮驱动锯带进行切割。带锯床主要有立式和卧式两种。立式带锯床的锯架垂直设置,切割时工件移动,用以切割板料和成形零件的曲线轮廓,还可把锯带换成锉链或砂带,进行修锉或打磨。卧式带锯床的锯架水平或倾斜布置,沿垂直方向或绕一支点摆动的方向进给,锯带一般扭转40°,以保持锯齿与工件垂直。卧式又分为剪刀式、双立柱、单立柱式带锯床;根据使用情况分为手动型(经济型手动送料手动切割物料)、自动型;根据使用控制器的自动化程序可分为手动型(半自动手动送料)全自动型(自动送料自动切割);根据切割角度要求分为角度锯床(能锯切角度90度45度)无角度即90度垂直切割。
盛金整体生产线采用进口喷涂工艺,表面静电喷塑光洁度好,高温喷漆,更加美观,耐腐蚀,拒绝劣质,我们承诺只做高品质的产品。(备注:因产品不断更新,图片与实物或许略有差别)聊城液压钢丝绳锁紧锯床-液压钢丝绳锁紧锯床厂家直销 <聊城>建贸机械设备有限公司
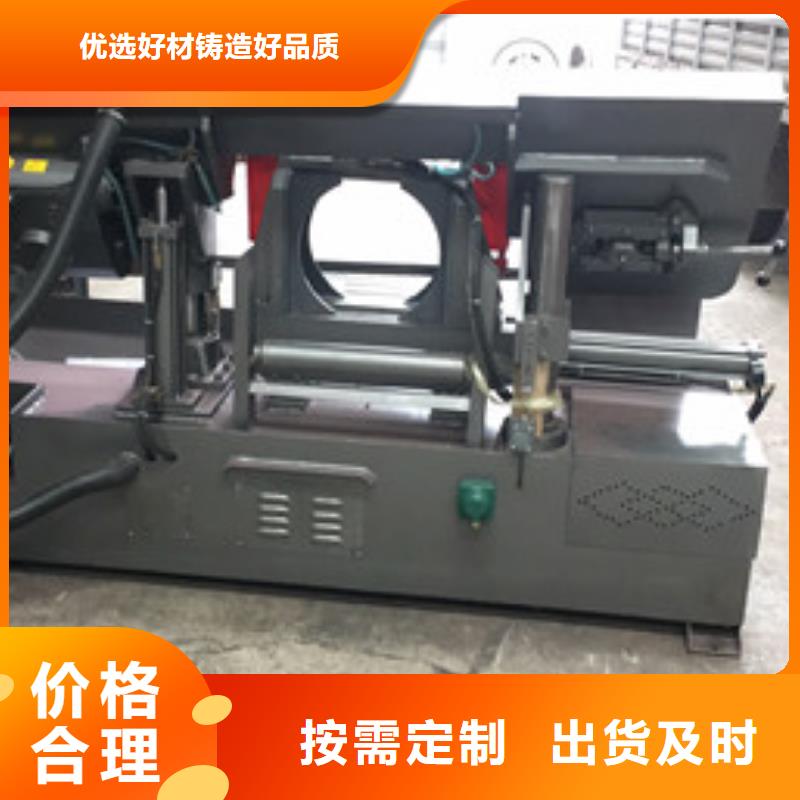
全自动数控带锯床
1.数控带锯床系列适用于大批量同规格材料锯切,设备切断速度快、、稳定、节能、节材。可配备小料成束装夹装置。
2.设备具有手动、全自动和急停功能,液压进给工作,无级调速,液压夹紧工作,自动停机,断带停机保护装置。
3. 人机界面取代传统控制面板功能,数字设定,指示灯等,随时显示系统状态,操作指示,参数设定;所有设定全部可以在人机界面对话框完成,所有息中文显示,操作极为简便。
4. PLC可编程控制器,设定锯切全过程的自动程序。
5.送料长度采用光栅尺控制,送料长度误差<0.2mm;可一次设置五组锯切参数。
6.可根据客户要求增加带转角功能。