


真正的弯曲方管压实,然后弯曲的弯曲,内部和外部的托辊管异型钢管的内外壁压实是一个双向的过程。矩形管真正的弯曲的优点是固体的弯曲将相对较小,并且,形成一个更准确的,并在生产时间,只要是使用辊式的准确,以及内部的反弹后的钢管的成型比较准确的异型钢管的角度,我们可以保证准确。
即时弯曲一定的缺点,主拉伸的时间将导致钢管变薄,真正的弯曲使得矩形管弯曲,在农产品拉伸弯曲,导致异型钢管的长度方向的弯曲线的长度变短,和金属含量将因为拉伸减薄。


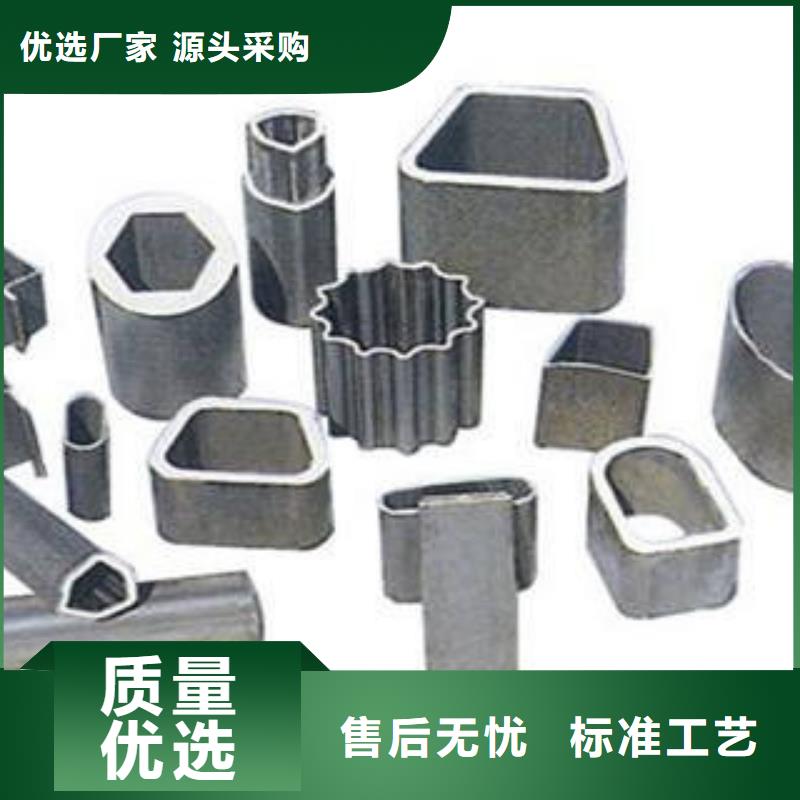
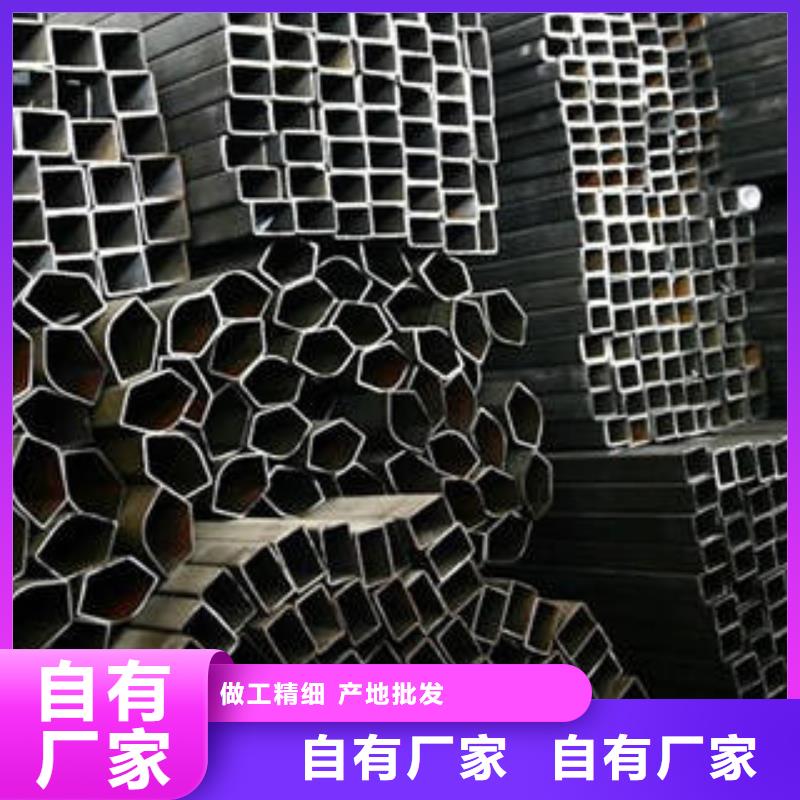
异型管形状缺陷的九点控制方法
异型管生产中我们应该考虑对板坯形状缺陷的控制,常见的形状缺陷有鼓肚、凹陷等。要控制这一缺陷,我们可以从以下九个方面着手:一、尽量控制钢中碳含量避开包晶反应区,向上限或下限控制。
二、根据异型管钢种特性选用合适的保护渣,适当提高结晶器保护渣黏度,提高保护渣传热均匀性,保护渣加入时坚持勤加少加原则。
三、监测振动平稳性,保证振动横向偏摆不大于0.2mm,纵向偏摆不大于0.4mm。
四、控制好异型管钢水过热度,确定合适的拉速制度,防止温度过高、拉速过快造成的坯壳过薄。
五、为大面偏离角的严重凹陷,应做好扇形段液压系统的维护、点检,防止液压失压或扇形段抬起。提高扇形段夹辊质量并做好日常点检,防止夹辊断裂,偏离角部位出现严重凹陷后应立即停机,避免损失过大。停机后处理液压系统故障或更换扇形段。
六、严格水口装配,保证水口对中良好,防止偏流,保证异型管均匀凝固。
七、保证结晶器水缝均匀,提高结晶器材质,防止结晶器磨损严重及镀层脱落,结晶器实施弱冷冷却,合理控制冷却强度。
八、提高扇形段顺弧精度,尤其是结晶器与零段,发现零段夹辊弯曲严重及时进行更换。
九、适当增加窄面足辊与铸坯的接触程度,防止异型管鼓肚,但足辊不应调整过硬,否则可能造成拉坯阻力大。



浩融金属制品厂有限公司生产各种 四川乐山精密无缝钢管,我司技术实力雄厚、企业内部管理严密、生产效率高;本公司生产的 四川乐山精密无缝钢管品种多,规格齐全,产品先进性、可靠性、稳定性已达到国际先进技术水平;产品以精良的质量、低廉的价格、美观的造型和完善的售后服务赢得了用户的信赖和好评;产品畅销全国各地。


