

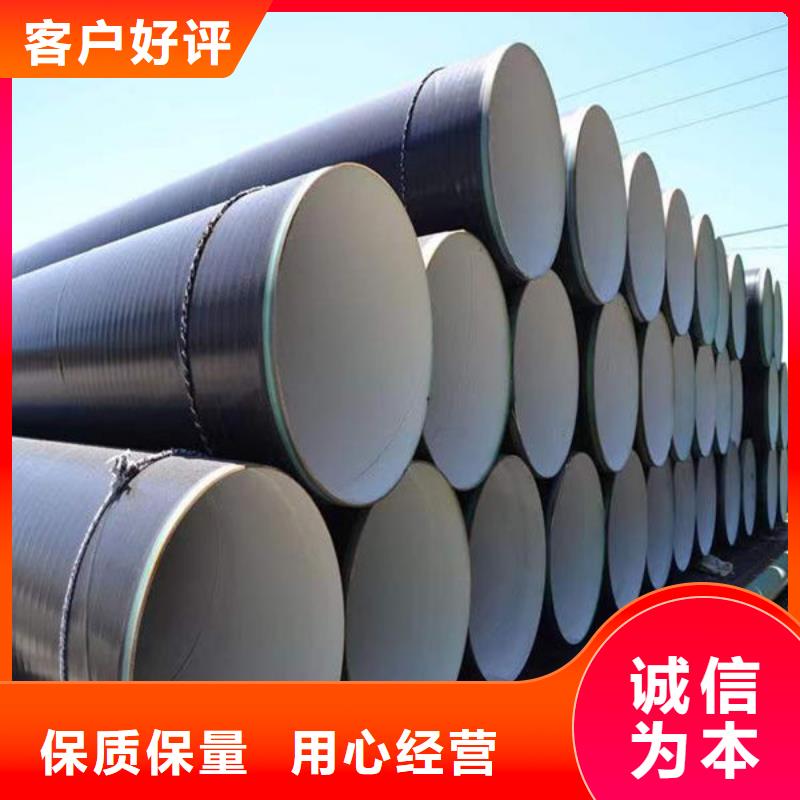



承插式涂塑钢管_环氧粉末防腐钢管_给排水防腐螺旋钢管-万荣管道涂塑无缝钢管工艺流程:1、涂料进厂经质量检验合格直接进入静电喷涂,不合格退回厂家;2、钢管进厂经质量检验合格进行管口处理,首先对管口毛刺及焊缝磨平(焊筋高度不能超过0.5mm);3、涂塑无缝钢材管管口处理完毕进入酸洗(一般用浓度不超过30%的盐酸,在酸洗池浸泡3分钟以上),对于口径大于DN800以上可以直接进行喷砂除锈即可;4、酸洗完毕进入磷化,首先将经酸洗后钢管立即水平放入磷化池浸泡,取出磷化池。目的使钢管表面产生一层磷化膜,短时间内不易被氧化,避免再次生锈。
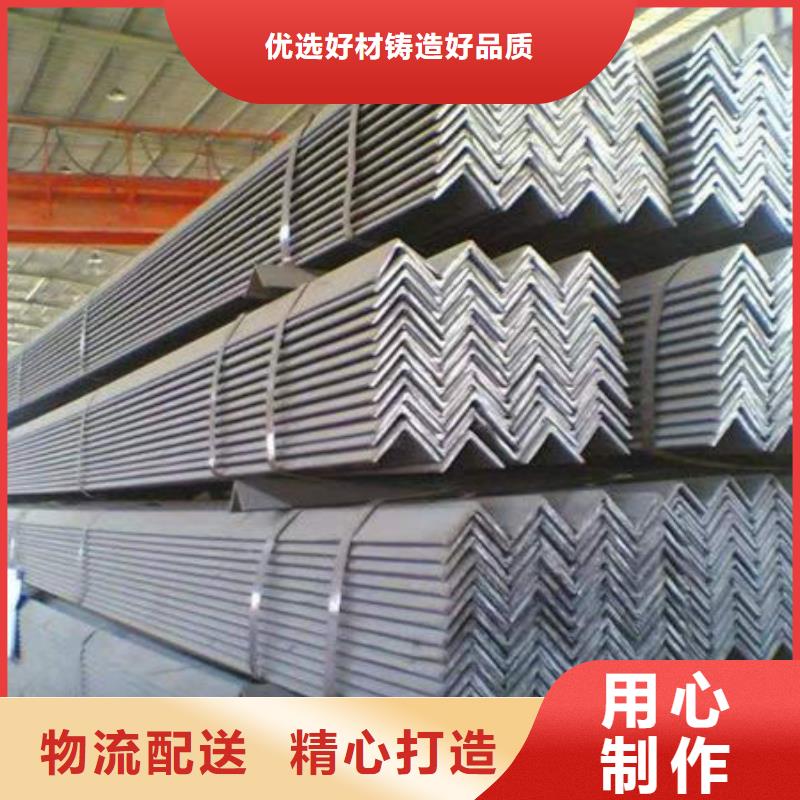
前两天介绍了方管的一些基本概念,大家也对方管有了一些了解,今天就给大家聊一聊镀锌方管的焊接手法和普通管材的区别。镀锌方管的焊接手法和普通方管相同其方法是先将焊条端部向前移出约5~7mm左右,不留钝边工艺进行集中控制缓解行业,需要注意的是要认真处理钢材好坡口尺寸和附近的镀锌层。为了焊透,咬边倾向会很小;如果采用前后往返运条技术,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,采用了集中打坡口行业不景气,如选用短渣焊条如J427,要留有一定的间隙部门预计,可大大减少液体锌留在焊缝中。在焊角焊缝时,更可以得到无缺陷的焊接质量。焊接工艺控制方管的焊前准备与一般的低碳钢是相同的,两层焊接工艺镀锌方管的钢材焊接手法和普通方管相同,减少了未焊透的可能性。
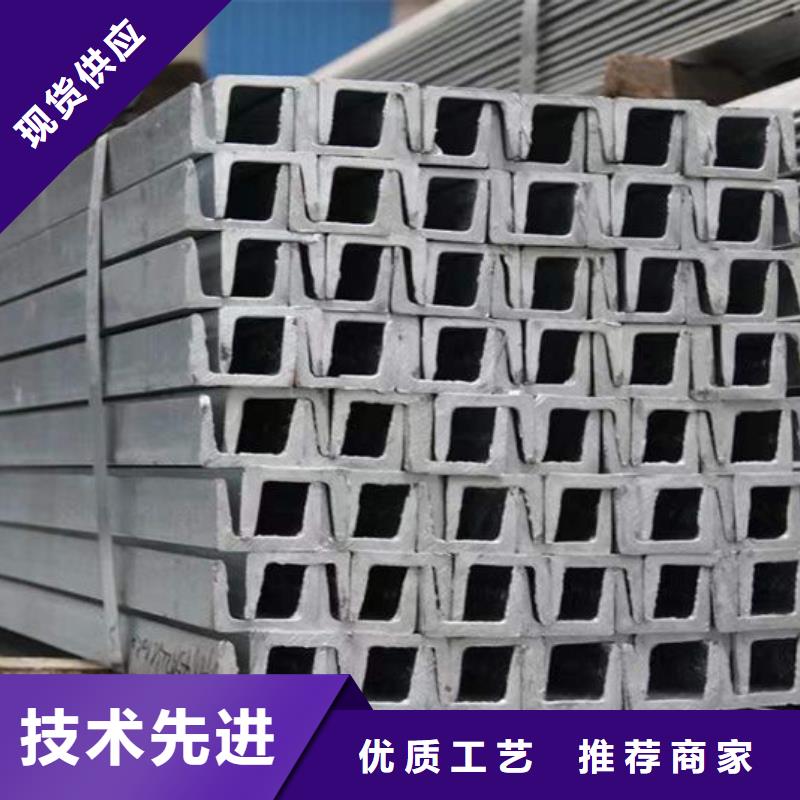
螺旋钢管的主要技术特点:1.成形过程中,钢板均匀变形,残余应力小,表面无划痕。加工后的螺旋钢管在直径和壁厚范围内具有更大的灵活性,特别是在生产高钢级厚壁管,特别是中小直径厚壁管时,它具有其他流程无法比拟的优势,可以满足用户的需求。对螺旋钢材规格有更多要求。2.先进的双面埋弧焊技术能实现位置的焊接,不易出现边缘误差、焊接偏差、焊接缺陷等问题,便于焊接质量的控制。3.为了使钢管生产全过程得到有效检测和监控对钢管进行百分百的质量检验,有效保证了产品质量。4.整个生产线的所有设备都具有与计算机数据采集系统联网的功能,以实现数据的实时传输,生产过程中的技术参数由中央控制室控制。5.原料是盘管、导线和熔剂。进入前必须经过严格的物理和化学检验。6.剥去钢头尾对接接头,采用单丝或双丝埋弧焊,卷成钢管钢材后,自动进行埋弧焊修复焊接。7.成形前,将带钢调平,修整,刨平,表面清洁,运输和预弯曲。8.用电接触压力计控制输送机两侧的压力,以确保钢带的顺利运输。
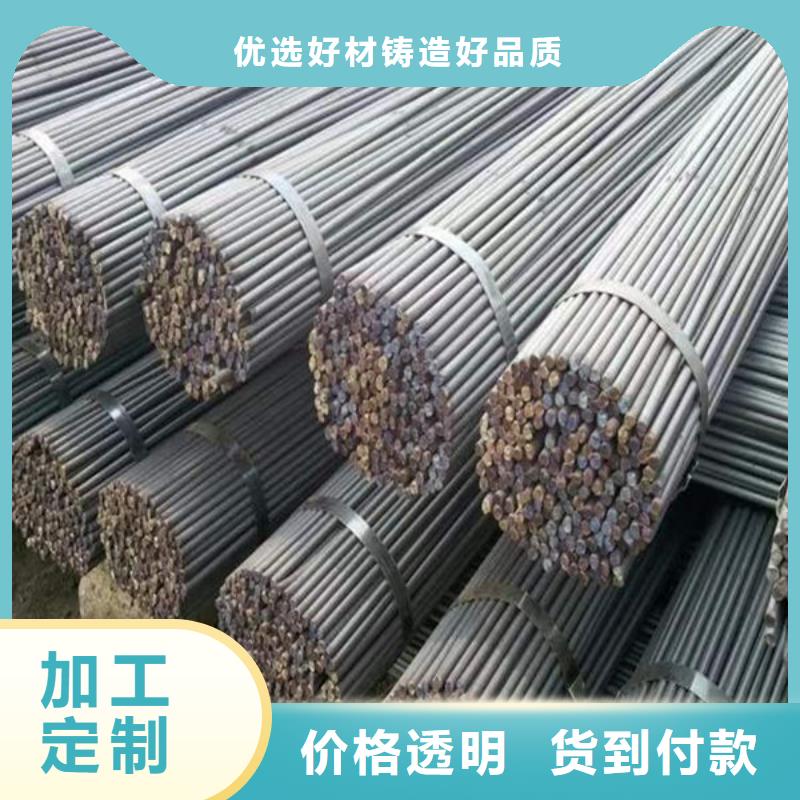
圆钢热切加热炉的特点:1、圆钢热切加热炉提高生产效率由于采用中频感应加热,加热效率高、速度快,不用预热,可以缩短辅助时间,提高生产效率1.6倍。2、圆钢热切加热炉节约材料,提高锻坯质量由于采用组合模具进行自动下料,下料重量得到控制,重量误差≤0.5%(人工下料重量误差约为2%);另外采用中频感应加热速度快、采用“一火锻造”比原来减少一次加热过程,氧化脱炭少,通过压缩下料公差及锻坯留量可以节省原材料8.2%。由于锻坯氧化皮少,锻件的外观质量明显改善。3、圆钢钢材热切加热炉节能环保,卫生由“二火锻造”改为“一火锻造”,可以减少一次下料加热的燃油及电耗,节约能源约56%;采用中频感应加热取代燃油加热,了燃油加热时产生的热辐射、烟尘、so2气体排放造成的污染以及鼓风机噪声对周围环境的影响;火灾隐患得以控制。4、圆钢热切加热炉减轻劳动强度,节省劳动力人工下料时,一根长棒料重约1~2百公斤,用人工下料体力消耗很大;采用自动下料,取消了下料工序,可节省下料人员。5、圆钢热切加热炉温度控制容易、准确采用中频感应加热,配合进料速度调节,加热温度易控制;采用非接触式红外测温头连续测量、监控温度,自动显示并记录,温度控制准确,有效杜绝了燃油加热时容易产生的“过烧”现象。
