


联系我们

沉管施工公司信息推荐2024更新中
更新时间:2024-11-05 12:48:41 浏览次数:2 公司名称:盐城 源美水下工程有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 1000/米 |
| 发货期限 | 1 |
| 供货总量 | 1 |
| 运费说明 | 1 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品品牌 | 源美 |
| 产品规格 | 11 |
| 发货城市 | 江苏 |
| 产品产地 | 江苏 |
| 加工定制 | 是 |
| 产品型号 | 1 |
| 产品颜色 | 全 |
| 质保时间 | 121 |
| 是否进口 | 否 |
| 质量认证 | 1 |
| 产地 | 江苏盐城 |
| 是否上门 | 是 |
| 资质 | 持证上岗、工期短 |
| 经验 | 多年经验 |
| 服务时间 | 24小时服务 全天无休 |
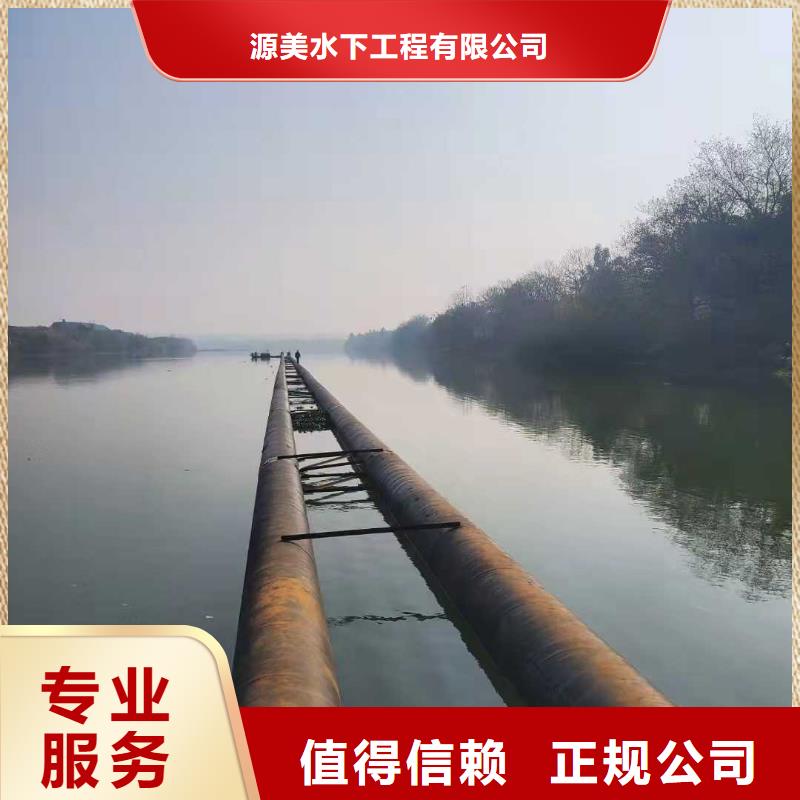







管道壁厚的选择需突破现有设计规范,对现行设计准则进行研究修正;大管径决定了单根管段重量 将达到30吨,运输、施工过程中的核算难度和工作量也将远远大于常规海底管线设计钢管制造、配 重层生产、海上安装等都达到目前国内海底管线工程预制及安装能力极限。沟槽找平沟槽整平采用潜水员配合工作船进行,在工作船上设置漏桶,由人工抛填。根据设计的碎石垫层300厚度,确定抛填的碎石的量,后由水面控制测量由潜水员水下用刮板找平。钢管组焊沉管原材料的Q235钢板螺旋成品卷管作为主材,沉管加工尺寸必符合设计要求。焊缝采用手动电弧焊双面焊接,每条焊缝均并按规定进行超声波探伤。钢管到达施工现场后,要进行原材料检查,确保沉管的质量。施工时不在阴雨天气和空气相对湿度超过80%的情况下露天施工,钢管组焊完成探伤合格后对每条焊缝应进行内、外防腐。
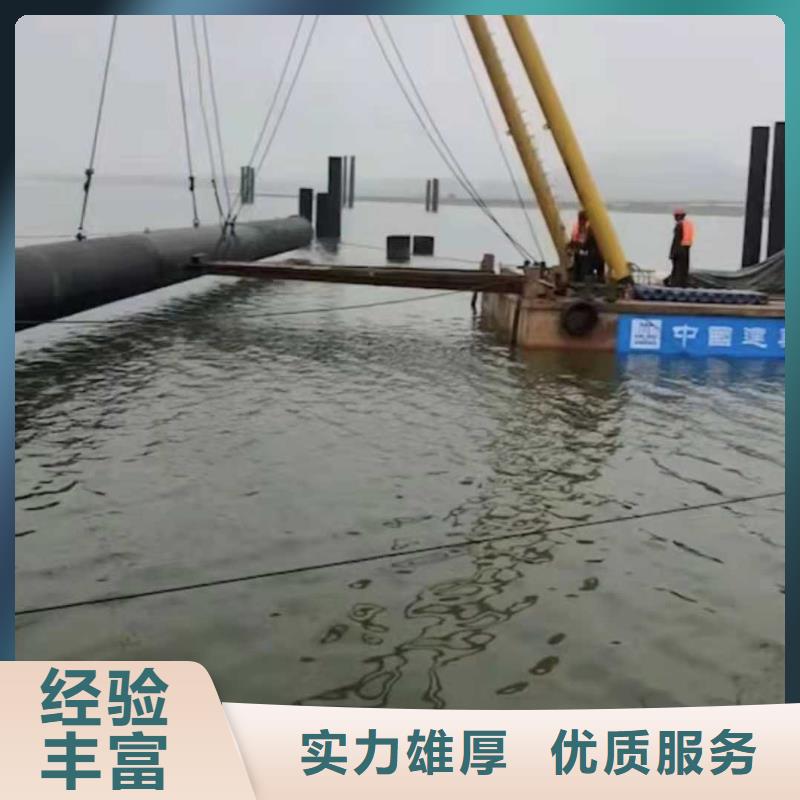
钢沉管焊接采用手工下向焊,在正式组焊前,根据现场环境,进行焊接设备与焊接工艺的认可试验,全部现场焊接作业,焊接设备,焊接工艺规程皆经监理工程师认可并由合格焊工执行,钢沉管组焊时,应减少错边量,从沉管顶中心分别向下组对。起吊时应充分考虑每一个吊点的受力是起吊的关键。按沉管体的长度和重量应安排5个起吊点,两头采用两艘起吊能力为80t的高竿吊装船,中间采用三艘起吊能力为40t吊装船来完成吊装。为了起见,另备一艘起吊能力为80t的高竿吊装船作应急备用,总起吊能力应大于沉管重的2倍。本工程采取半封航施工,起吊前各吊装船在自己的吊装点安装好吊装索具,等待航道封航。封航后,各吊装船立即实施起吊施工。起吊时,先由两头的吊装船开始,慢慢吊起,使沉管体从水状态变成垂直状态,同时,中间的吊装船也应收紧索具,稳定沉管道。沉管道吊起后,启动吊装船自身推进器,使沉管道在水面上作90°沉管位调整,缓缓移至沉管位,实施灌水下沉。

钢管牵拉进沟槽后,即可吊装注水下沉。根据钢管的长度,本方案考虑设计四个吊点,南北两岸各设一副人字型扒杆,各配一台5吨的卷扬机,通过滑轮组,每个吊点可起吊30吨物体,中间两吊点分别由两艘起重船完成,吊点分别在水平段离弯头15M处。这样就可沉管在往水下沉过程中的平衡,有效地控制钢管下沉时的弯曲应力,质量。钢管起吊后由一端注水,另一端设排气阀,首先将进水的一端慢慢下沉,向另一端推进,直到水平段的空气全部排出,然后调整平衡,继续注水,下沉至沟底,调整沉管的位置直至符合设计要求,后分别在钢管位置打入四组桩,两端用钢绳固定,将工作船撤离。
早在50年代起,出于沉管道上面连接等等重要性方法的直线得到凭借,如今早已经变成水底沉管线安设的重点施工门道水下安装过河沉管道法施工方法异常要紧的。教你如何实行水下安装过河沉管道法施工?为何是水下安装过河沉管道法?
水下安装过河沉管道法的起源
水下安装过河沉管道法18世纪末已用于海底隧道项目。 条用水下安装过河沉管道法施工得胜的是美国波士顿的雪莉过江沉管道,在1896年建设成功,直径1.8米,长196米,是15沉管道钢壳沉管道段连接成的。18时代初期,开头作为沉管线、道路隧道,1912年美国建设成功了一条底特律河铁路道路隧道,沉管道上面段是10沉管道长80米的钢壳沉管道段构成。到达1927年,英格兰建设成功了一条全长是【 120米】的水底水下沉管涵。凭借水下安装过河沉管道法修建的一条水底路线道路隧道是美国伊利诺伊州的奥克兰相关阿拉梅达之间的波西隧道,建设成功在1928年,沉管道上面长度766米,遵照13节63米长的沉管道段。它们那就是钢制方形结构,其外直径是12.3m。应道路隧道凭借长方形的双车道截面等等较多要紧的缺点,变为美国起先应运水下安装过河沉管道法的平凡。但从未1930年建设的底特律—温莎隧道起又采用了钢质材料制作的沉管道段,而将其横断面的外形改为六角形。
