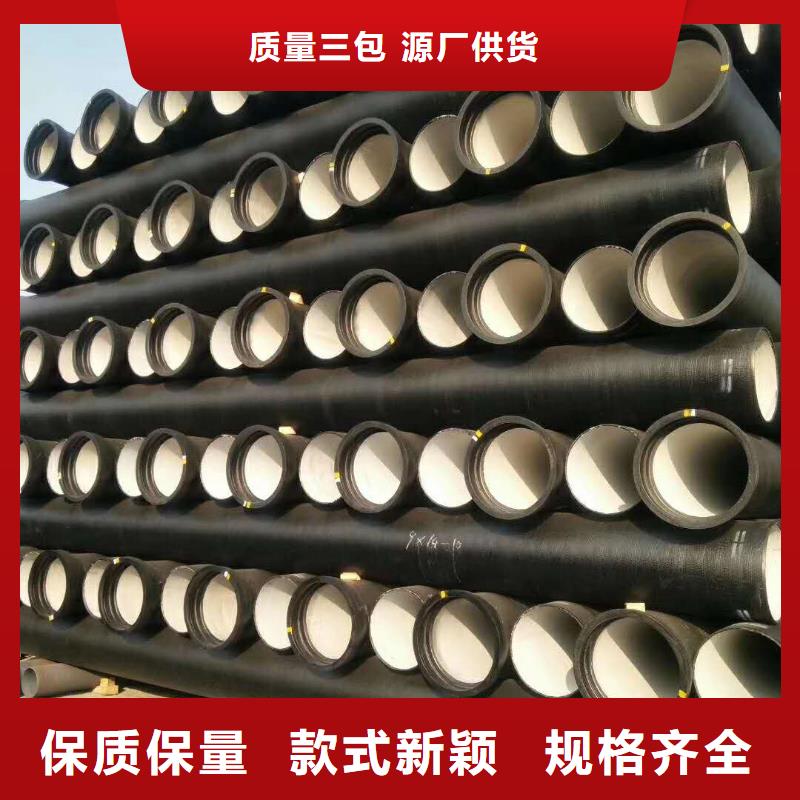






为确保泡沫容貌尺度精度与刚性,减少屡次拼接造成差错和变形的原则,大口径拉萨球墨铸铁管件的泡沫容貌一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。考虑到铸件尺度较大,在上涂料和造型时容貌将会承受到较大的作用力,泡沫容貌密度取浇注体系选用0.020g/cm3泡沫塑料(EPS)板材制造。如图一大口径拉萨球墨铸铁管件泡沫容貌。拉萨球墨铸铁管件首要称之为离心拉萨球墨铸铁管,它具有铁的实质、钢的功能,防腐功能优异、延展功能好,密封效果好,装置简易。 在一些特殊地势, 的办法还是采用相应视点的弯头(常用承插弯头、双承弯头、双盘弯头的视点有11度、22度、45度、90度)。泡沫容貌资料采用普通的EPS发泡成型。
拉萨球墨铸铁管如内折、内结、严重的壁厚不均等般前者的切断在作业线上进行,而后者离线切断钢管切断设备有切管机、砂轮锯和圆盘锯等,目前应用较广的切管设备是附设有自动装卸料和集料装置的各种切断机床(切管机)。有的钢管厂先采用热(冷)圆盘锯预锯切,再用切管机进行平头和倒棱。砂轮锯主要用于锯切外径小于100mm的薄壁管和板薄壁管。拉萨球墨铸铁管产生的原因是压下量过大造成的,减少中间上辊的压下量即可解决“矫方”现象11.1.3钢管切断钢管矫直后,要进行初次检查吹灰以确定切头、尾长度,也可以布置成冷床下来的钢管先切断后矫直。钢管切断的目的是切去具有裂纹、结、撕裂和壁厚不均的端头,以获得要求的定尺钢管,拉萨球墨铸铁管另外切除经检查不合格难以挽救的。
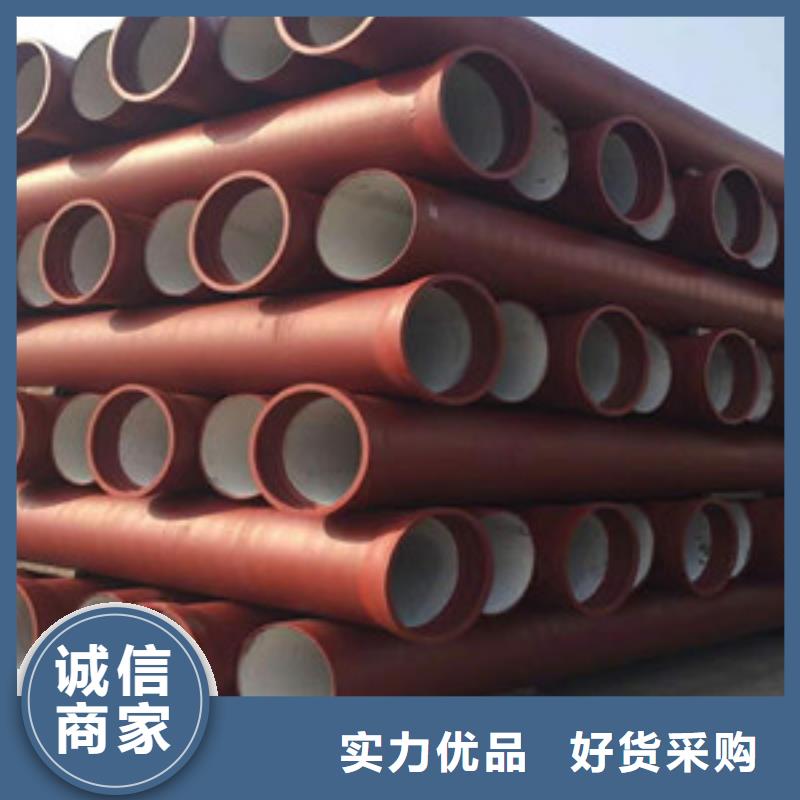
拉萨球墨铸铁管及拉萨球墨铸铁管件具有三个功能:对管线实现小口径大流量;对管线实现高压远距离输送;防止管线爆管。更适合采用消失模铸造工艺生产。根据IS02531标准规定;我们根据具体的按照以上工艺生产的大口径拉萨球墨铸铁管件其外观光洁,表面美观,壁厚均匀,同时铸件尺寸达到IS02531标准和GB/T13295标准要求。采用消失模铸造工艺后,产品质量得到了提高,拉萨球墨铸铁管件生产工艺具有生产周期短、工艺先进、表面质量好(其管件表面粗糙度达12.5μm)等特点。同时,消失模铸造投资少,见效快,应用范围广泛。消失模铸造是一种几乎没有加工余量,且能成型的铸造工艺。容易实现清洁、批量化生产,特别是拉萨球墨铸铁管件规格品种多、供货周期短,交货期急, 生产成本或得了降低同时得到客户认可。
拉萨球墨铸铁管的安装主要包括以下步骤选址,从土壤质量、附近管线等角度来选定球墨管的安装路线,并形成施工图纸,特别要注意的是要避免一些腐蚀性的管道安装要平,管子之间应成直线,遇有倾斜角时,要小心。将连接管道的接口对准承口,若插入阻力过大,切勿强行插入,以防橡胶圈扭曲。管道安装和铺设工程中断时,应用其盖堵将管口封闭,防止土砂等杂物流入管道内试压前应在每根管子的中间部位适当的覆土。拉萨球墨铸铁管的安装步骤是什么不安装路线。铺管,管过程中需要用到挖掘机、吊装机等大型设备。