
产品详细介绍
球墨铸铁管具有管壁薄,强度高,韧性好,防腐性能强,易安装等特性。是国内早按ISO2531生产球墨管的厂家。年生产能力100万吨,产品欧洲、非洲、东南亚和中东地区。主营产品:K9级离心球墨铸铁管、T型接口球墨铸铁管、球墨铸铁管件及配件、球墨铸铁井盖、无缝钢管、合金管、哈斯合金、不锈钢管以及进口管材。 球墨铸铁论重量表: 公称直径(mm) 直管部分外径(mm) 壁厚(mm) 每米重量(Kg/m) 承口重量(近似值Kg) 总重量(近似值Kg) 每米综合重量 100 118 6.1 15.1 4.3 95 15.8 150 170 6.3 22.8 7.1 144 24 200 222 6.4 30.6 10.3 194 32.3 250 274 6.8 40.2 14.2 255 42.5 300 326 7.2 50.8 18.9 323 53.8 350 378 7.7 63.2 23.7 403 67.2 400 429 8.1 75.5 29.5 482 80.3 450 480 8.6 89.3 38.3 575 95.8 500 532 9 104.3 42.8 669 111.5 600 635 9.9 137.3 59.3 882 147 700 738 10.8 173.9 79.1
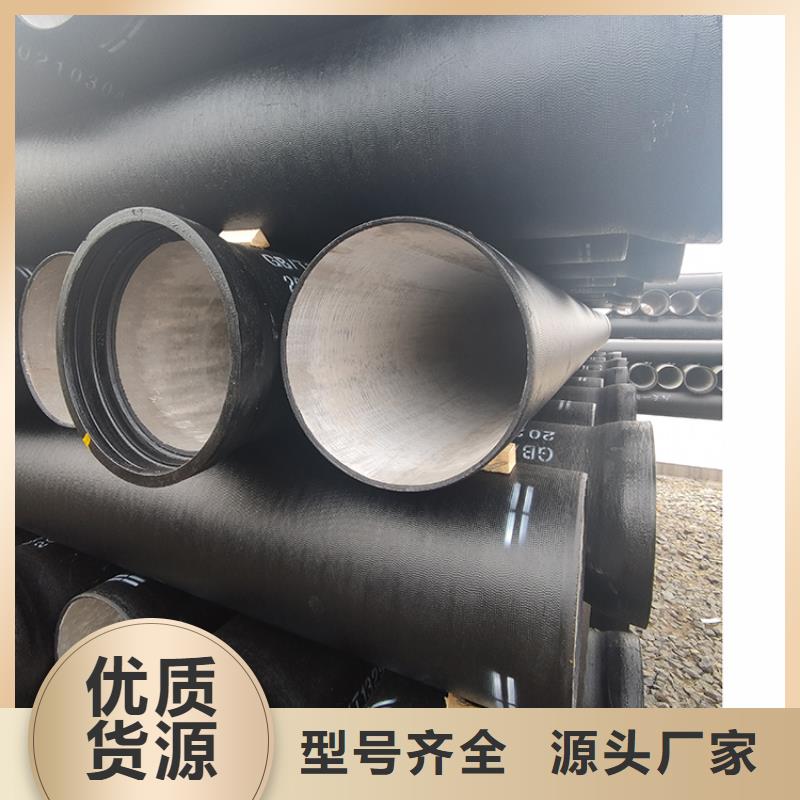
球墨铸铁管清理工作是怎样进行的:1、清理管口:将承口内的所有杂物擦洗干净;2、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内;3、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。 球墨铸铁管铸造体系的规划需注意什么: 1、消失模铸造液态金属充型过程中,泡沫模具液化、气化后退让出的空间被金属液所占有,假如金属液充型速度慢,形成时刻间隙过大,会形成局部崩塌的风险。充型速度快,形成泡沫模具不能充沛气化,在型内增加渣量; 2、浇注体系规划要考虑容貌束摆放便利。一起满足干砂能充填到容貌的一切内腔,防止容貌平面处于水平方位,以及盲孔处于水平或向下的方位; 3、要考虑容貌束摆放便利,一起还要考虑到干砂能填充到容貌的全部内腔,防止容貌的平面处于水平方位,以及盲孔处于水平或向下的方位; 4、浇注体系的规划要确保容貌束的全体强度。尤其是上涂料今后要确保内浇道等连接处可以接受搬运、振荡填砂等操作; 5、浇注体系多选用简略的方式。以缩短金属液流经的间隔。直浇道与铸件容貌之间的间隔不可过小,以确保液态金属充型过程中不因砂型温度升高而使容貌变形; 6、金属液压头应超过金属前沿的界面气体压力,以防呛火(反喷); 7、浇注体系的规划应该有利于金属液顺利平稳地充满整个型腔,并且具有较强的减渣、消渣和排气能力;具有良好的集渣、存气功能,以获得无缺陷的铸件; 8、只要具有必定厚度的吃砂量,在真空后才干产生足够的强度,形成坚硬的铸型,使其能接受住金属液静压力的效果。

 来宾dn100给水球墨铸铁管厂家供应
<来宾>鑫福兴管业有限公司
xinfu
11357
来宾dn100给水球墨铸铁管厂家供应
<来宾>鑫福兴管业有限公司
xinfu
11357