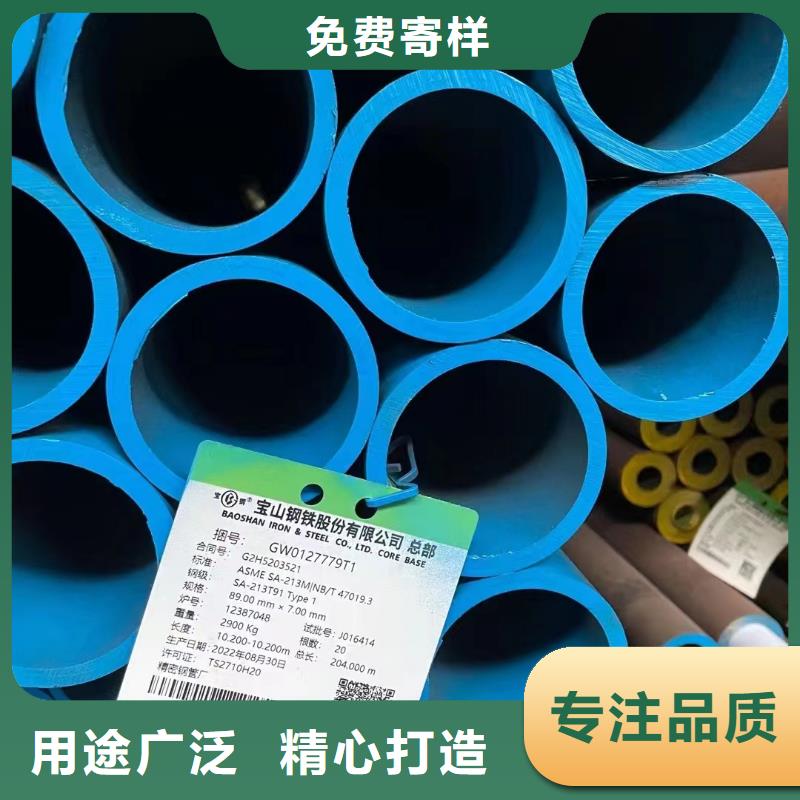





圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
来宾热轧无缝钢管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
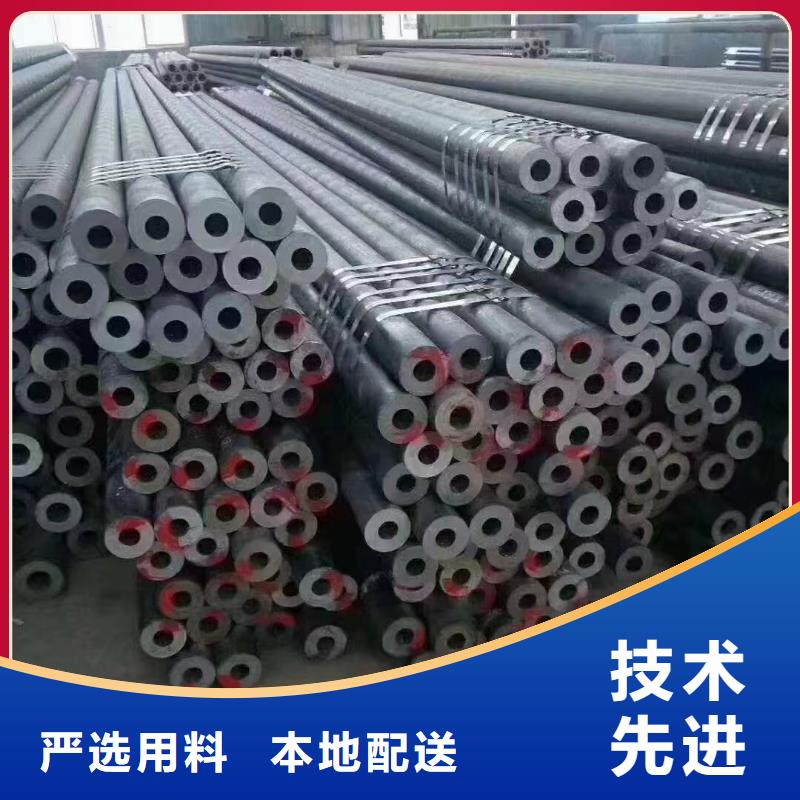
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。无缝钢管厂以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
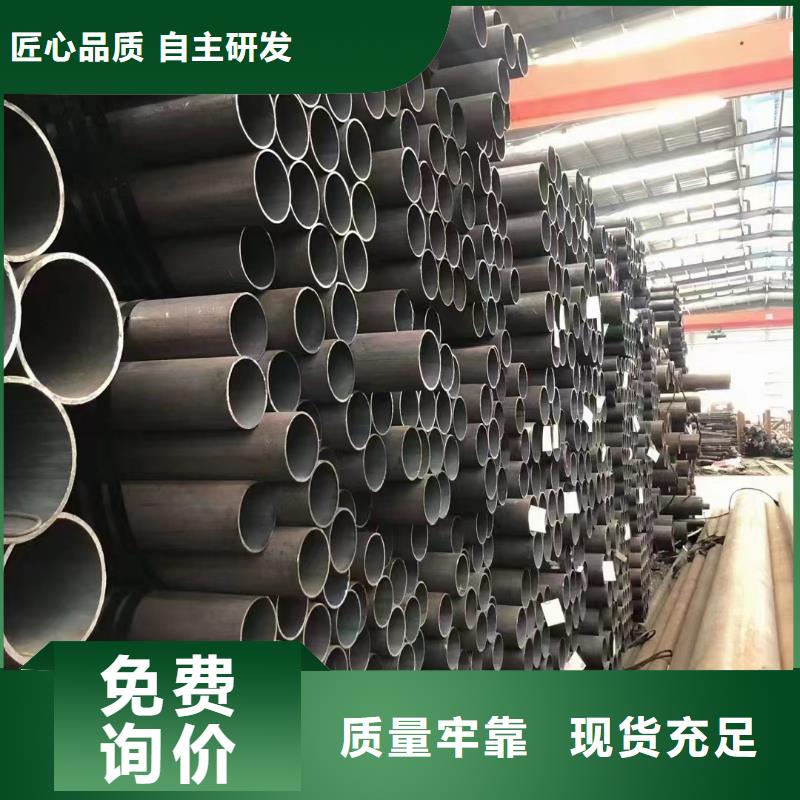
来宾无缝钢管厂的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,无缝钢管厂在酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明无缝钢管厂生产钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
来宾热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
来宾焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。 焊接钢管采用的坯料是钢板或带钢。
焊接钢管中含Ni时在酸性环境中耐蚀性强,在含有硫酸或者盐酸的环境中,来宾无缝钢管中Ni的含量越高则耐蚀性越强。在一般的环境下,只需在焊接钢管中添加Cr就可以防止发生侵蚀的现象。钢带边缘状况不佳是造成错边的另一重要原因。质量流量、热流密度以及结构参数(螺旋曲率直径和焊接钢管径的比值Dc/D)的变化对立式螺旋管内饱和泡状沸腾换热系数的影响。
焊接钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析无缝钢管错边产生的原因及其措施是很有必要的。
由于不切边钢带头尾的形状和尺寸精度较差,对接时易造成钢带硬弯而引起错边。模拟参数范围:竖直管:管径D=lOmm,管长L=660mm;三种立式焊接钢管:管径D=10mm,焊接钢管曲率直径和螺旋管径的比值的变化分别为Dc/D=15,20,25,螺旋节距Pt=20mm,管长分别为L=503mm,L=660mm,L=817MM。质量流量G=200~400Kg/(m"2·s),热流密度q=5~15KW/m"2,饱和压力p饱和=0.414880MPa,饱和温度T饱和=283.15K。
四、来宾依据不一样主要用途分下列几类无缝钢管:
1.高压化肥管GB6479-2000可用溫度为-40--400℃压力为10-32Mpa的化工厂及管道。
2.输送流体管GB/T8163-2008适用输送流体的一般无缝钢管。
3.一般结构管GB/T8162-2008、GB/T8163适用一般构造,工程项目支撑架、机械加工制造等。
4.石油防水套管ISO11960输油管用以油气井中提取石油或燃气防水套管作为油气井的井筒。
五、来宾无缝钢管普遍用以制造零部件和机械零件,如石油钻具、传动轴、自行车车架及其建筑工程施工选用的钢钢管脚手架等用无缝钢管制造环状零件,可 原材料使用率,简单化制造工艺流程,节省原材料和生产加工施工时间,已普遍用无缝钢管来制造。
