



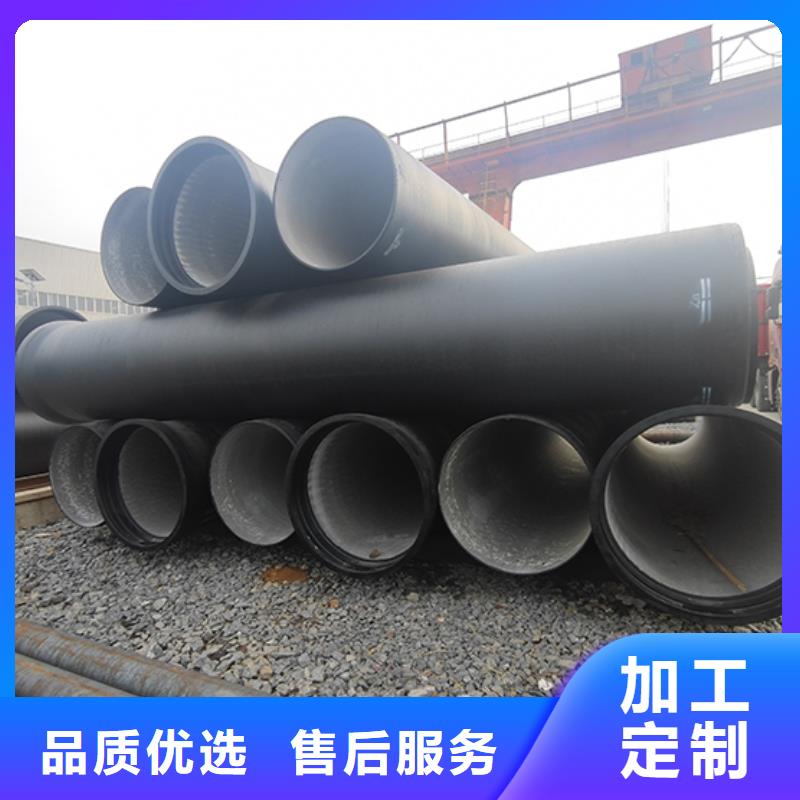






球墨铸铁管熔炼工艺要求如下:出炉温度 高铬铸铁的熔点比一般铸铁高, 约为1200 ℃, 出炉温度约为1500 ℃, 熔炼选用中频感应电炉。炉衬 采用酸性或碱性炉衬均可, 炉衬的配比、打结、烘干和烧结均按常规工艺进行。装料 一般按正常顺序加料, 先将灰生铁、钼铁等难熔铁合金装入炉底, 而后将废钢等按照下紧上松的原则装填 。球磨铸铁管送电熔化 将电炉功率调至进行熔化, 由于Cr 的熔炼损耗较大 , 故铬铁应在加入, 通常是待废钢全部熔化后加入烤红的铬铁。脱氧 待金属炉料全部熔化并提温至1480 ℃后, 再加入锰铁、硅铁及铝进行脱氧。球墨铸铁管浇注 在中频感应炉中熔化, 温度不必太高,温度达到1480 ℃时即可出炉, 铁液在包内应停留一段时间进行镇静, 视工件大小不同可在1380 ~1410 ℃之间进行浇注。公司专业生产球墨铸管,产品质量可靠,服务,价格,想客户之所想,急客户之所急,欢迎前来咨询。
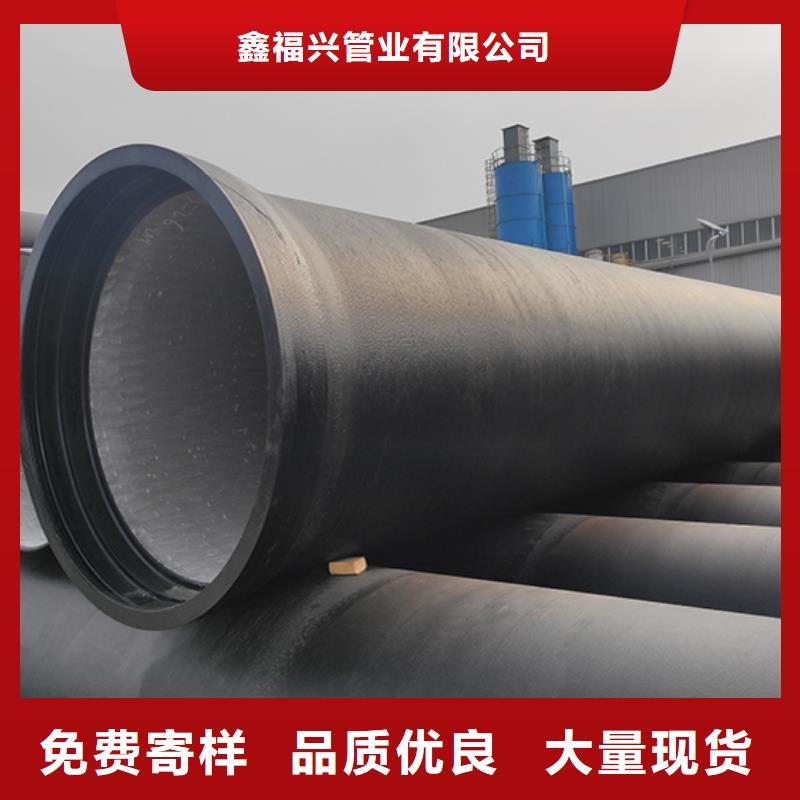
球墨铸铁管K9级能承受多大压力要看球墨铸铁管的口径是多大的,一般能承受16kg。在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在25%左右。特点:球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%),因而材料本身的机械性能得到了较好的改善。具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。
球墨铸铁管气密性监测是球墨铸铁管生产和使用过程中必不可少的工序,是保证产品质量,生产的重要工序气体泄漏的检测包括有毒气体的泄漏检测、可燃气体的泄漏检测以及气密性检测。前两者多半可以通过化学传感器的方法来进行检测 通常是在元件或系统使用过程中进行检测。如果有合适的传感器 其方法相对简单。本文中介绍的气密性检测 一般是在元件或系统制造过程中进行检测,通常需要定量检测 而且要求快速、大量地在生产现场进行。一、球墨铸铁管道采用180度素砼壁护。气密性检测需要在铸铁管上覆土,如果出现渗漏,又需要将土清理,破素砼等繁琐工作,这样不可避免的要影响工程进度,在常见的项目实施方法中,我们一般采取以下方式进行球墨铸铁管的气密性检查:气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法,流量法,超声波法等等。二、球墨铸铁管传统的检测泄漏方法多采用气泡法和涂抹法。气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量。涂抹法是在内部充有一定气压的工件表面涂抹肥皂水一类的易产生气泡的液体,观察产生气泡的情况以检测泄漏量的大小。这两种方法操作简单,能直接观察到泄漏的部位和泄漏情况,但由于事先不知道工件泄漏的部位和几处泄漏,难以收集全气泡,影响测量的准确性;三、对于球墨铸铁管中体积大、笨重、外表面复杂的零件,气泡附着于零件底部和褶皱处而不易观察;测试完后需要对工件进行清扫干燥处理,无法实现自动、定量测漏。因此这两种方法在满足高精度、率的生产需求方面显得力不从心。随着计算机、电子、传感技术的飞速发展,球墨铸铁管泄漏检测技术的发展将迎来新的发展契机。未来的气密性检测技术将向高精度、率、智能化的方向进一步发展。
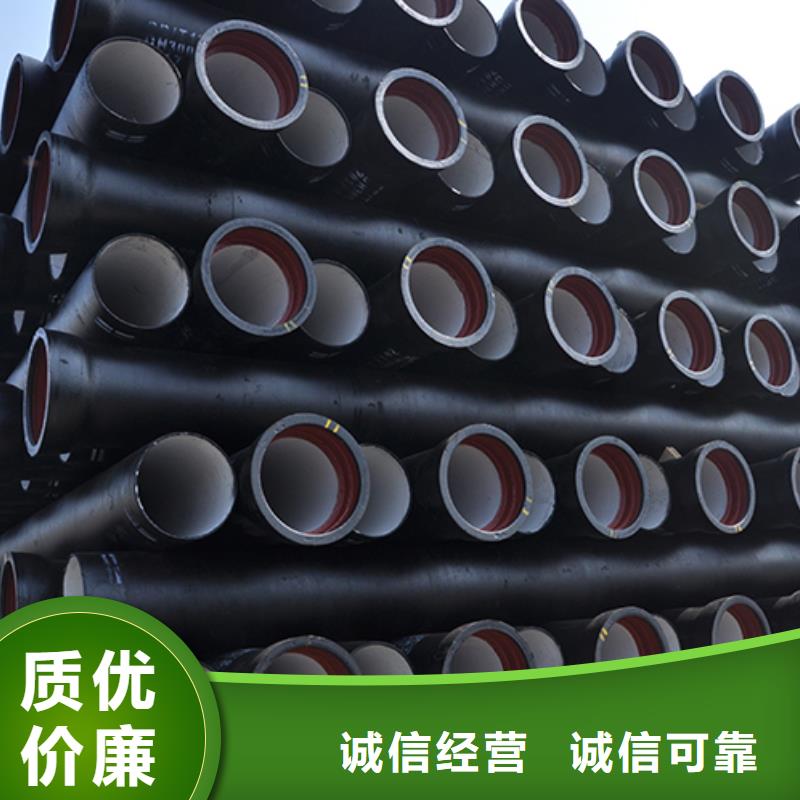
一、#球墨铸铁管#的安装要求1、施工前对管道、管件、椽胶圈等进行目视检查,发现有缺陷的不能使用。2、管道安装一般采用滑入式T型接口,只要将插座插入插座就位即可。 施工实践证明,该接口密封可靠,抗震、耐腐蚀,操作简单,安装工艺方便,改善了工况,质量可靠,接口完成后可通水。 匕首更好的界面形式。球墨铸铁管弱点的顺序是清洗承插口--清洗胶圈--把胶圈套在管子上--装机并设置开窗--在承口和胶圈表面刷上润滑油--推 将管道插入插座 - 肥皂检查除适用于腐蚀性较强的水质外
