
建贸机械设备有限公司
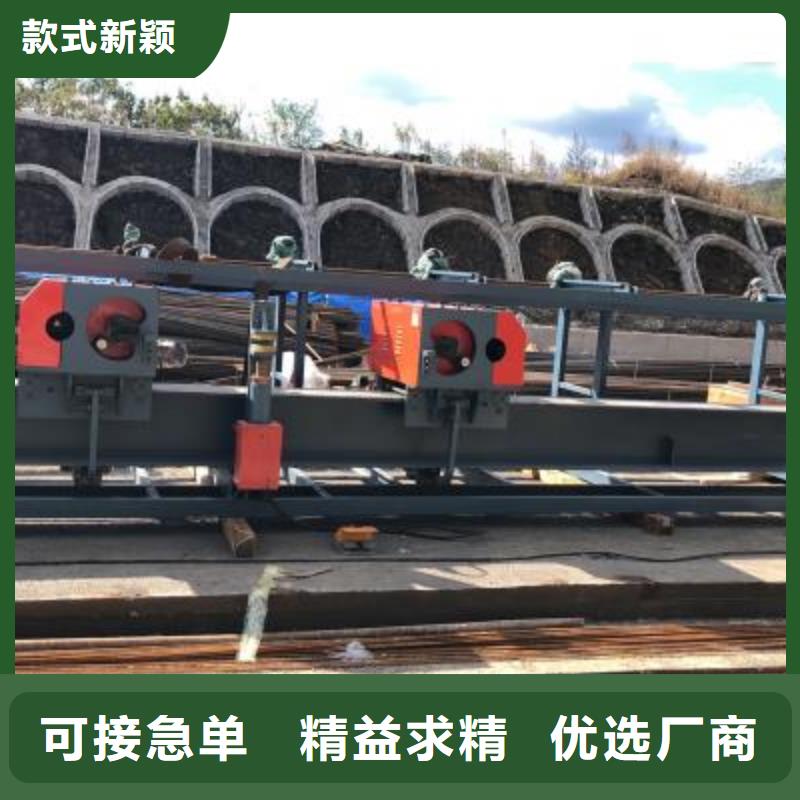
晋中数控斜式钢筋弯曲中心主要应用于铁路、高速公路、桥梁、隧道、地下管廊等基础建设领域,尤其适用于箱梁、盖梁中棒材钢筋的弯曲加工。该设备主要由输送辊道、托起机构、左弯曲机头、右弯曲机头、夹持器、卸料机构、接料小车、电控系统、气动系统等组成,采用PLC控制,设有强大图形数据库,智能化实现对钢筋的弯曲加工。设备特点:1、钢筋托料采用曲柄连杆机构,钢筋托起的同时,将钢筋送至弯曲机头上方,便于操作人员放料,降低工人劳动强度,此外采用电机减速机驱动,所有托料杆动作一致,传动平稳可靠。2、弯曲机头行走机构采用齿轮齿条柔性啮合,解决了由于制造误差导致齿条与齿轮啮合不完全的问题,齿条为加厚型,刚性足,行走定位更准确、更平稳。3、弯曲主轴采用花键设计,主轴本身采用合金钢经特殊工艺制作,具有强度高、耐磨,使用寿命长的特点。4、左、右弯曲机头、夹持器处均设有钢筋自动卸料钩,加工较长钢筋时,仍可实现钢筋的自动卸料。5、弯曲盘设有钢筋铁屑收集护罩,防止大量铁屑落入减速机内,对减速机造成磨损。6、弯曲机头采用倾斜式安装,便于钢筋的上料和卸料。7、钢筋夹持器采用双作用气缸,夹持钢筋时,保证左右同时夹紧,更换钢筋规格时,无需调整夹持器。8、操作系统具有柔性保护功能,防止弯曲检测光电失灵时,仍在执行弯曲动作,对机械机构造成损坏。9、操作系统设有强大的数据库,对于大圆弧、长度递增变化筋,均可一键设置,无需人工每次输入参数
 晋中数控钢筋弯曲中心品质
晋中数控钢筋弯曲中心品质
晋中数控钢筋弯曲中心产品特点:智能化操作,采用模块化输入,对操作人员素质要求不高。加工长度,角度调整简单容易。伺服PLC控制,计算机编程,可存储几百种图形。双向数控移动弯曲,也可单机头独立动作。生产效率高,平均每日加工量5500根/人,可代替22名工人,是传统加工设备产量的10倍以上,降低人工成本。成本加工误差小,此阿廖损耗低。降低材料成本,齿轮齿条式移动结构,噪音小,维修方便。晋中数控钢筋弯曲中心设计优势说明:1.弯曲模和弯曲机体机头均采用整体铸钢工艺,整体性好,刚性足。2.钢筋弯曲机头行走采用伺服电机驱动齿轮齿条,响应速度快,行走平稳准确。3.设置移动定尺机构,定位准确,调整方便快速。4.采用气缸驱动设备中间夹持气压紧钢筋,钢筋定位牢固准确,确保弯曲精度。5.中间钢筋夹持器采用柔性夹持,在弯曲多根钢筋时,保证每根钢筋都被夹紧。6.采用伺服驱动刹车,刹车力量大,保证了钢筋弯曲时的机头位置不会发生位移。7.进口PLC结合触摸屏控制界面,操作方便。8.高强度移动轨道,经久耐用。9.伸缩式弯曲轴,实现了钢筋的双向弯曲,效率高。10.润滑油采用集中供油系统,避免了关键部位单独注油的弊端。

晋中数控钢筋弯曲中心应用于公路、高速公路、铁路、高速铁路、客运专线、桥梁、桩基、基础、房屋建筑、核电厂项目施工、标准化施工、工地、钢筋加工厂、钢筋场、钢筋加工场、预制厂、预制场、箍筋、板筋、剪力墙封顶、柱子封顶等。晋中数控钢筋弯曲中心产品特点:1、进口PLC结合触摸屏控制界面,操作方便2、中心柔性钢筋锁紧机构设计,确保弯曲精度3、弯曲主轴由伺服控制,弯曲精度极高4、移动式弯曲主机,弯曲长度自由定尺5、伸缩式弯曲轴,实现了钢筋的双向弯曲,效率高,6、高强度自动上料架,实承载原材料7、一次性可弯曲多根钢筋,效率高8、电控系统采用进口PLC可编程控制,可实现故障自动识别、图形编辑、计数等功能弯曲中心采用CNC伺服控制系统和自主研发的操作系统,人性化操作界面,简单易学,可实现近千余种图形编辑储存。设备使用全伺服电机配置,具有稳定性高,度准的优势,无论是钢筋加工厂的盖梁骨架钢筋(32mm大钢筋),还是T型梁箱梁中形状复杂的钢筋(顶板钢筋,马蹄筋等图形)都可以实现一次成型。

晋中数控钢筋弯曲中心产品特点:智能化操作,采用模块化输入,对操作人员素质要求不高。加工长度,角度调整简单容易。伺服PLC控制,计算机编程,可存储几百种图形。双向数控移动弯曲,也可单机头独立动作。生产效率高,平均每日加工量5500根/人,可代替22名工人,是传统加工设备产量的10倍以上,降低人工成本。成本加工误差小,此阿廖损耗低。降低材料成本,齿轮齿条式移动结构,噪音小,维修方便。晋中数控钢筋弯曲中心设计优势说明:1.弯曲模和弯曲机体机头均采用整体铸钢工艺,整体性好,刚性足。2.钢筋弯曲机头行走采用伺服电机驱动齿轮齿条,响应速度快,行走平稳准确。3.设置移动定尺机构,定位准确,调整方便快速。4.采用气缸驱动设备中间夹持气压紧钢筋,钢筋定位牢固准确,确保弯曲精度。5.中间钢筋夹持器采用柔性夹持,在弯曲多根钢筋时,保证每根钢筋都被夹紧。6.采用伺服驱动刹车,刹车力量大,保证了钢筋弯曲时的机头位置不会发生位移。7.进口PLC结合触摸屏控制界面,操作方便。8.高强度移动轨道,经久耐用。9.伸缩式弯曲轴,实现了钢筋的双向弯曲,效率高。10.润滑油采用集中供油系统,避免了关键部位单独注油的弊端。