



联系我们

更新时间:2024-12-30 04:24:34 浏览次数:8 公司名称:聊城 辰昌盛通金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 70/米 |
| 发货期限 | 1天 |
| 供货总量 | 10000米 |
| 运费说明 | 先付 |
| 最小起订 | 1 |
| 质量等级 | A |
| 是否厂家 | 厂家 |
| 产品材质 | T2 |
| 产品品牌 | 辰昌盛通 |
| 产品规格 | 齐全 |
| 发货城市 | 山东济南 |
| 产品产地 | 济南 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 济南 |
| 产品重量 | 1 |
| 产品颜色 | 红色 |
| 质保时间 | 1年 |
| 外形尺寸 | 齐全 |
| 适用领域 | 导电 |
| 是否进口 | 是 |
| 质量认证 | AAA |
| 产品功率 | A |
| 工作温度 | 620 |
| 材质 | T2 |
| 产地 | 天津 山东 |
| 导电率 | 100 |
| 规格 | 2*10-20*200 |
| 颜色 | 红的 |
| 可定制 | 是 |
| 折弯 | 是的 |

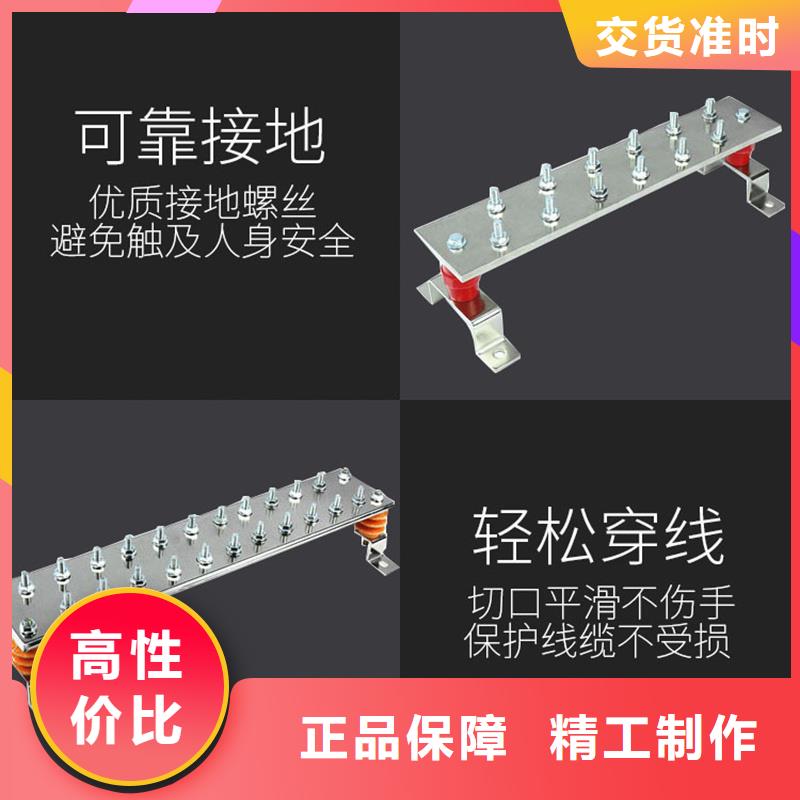



我公司生产销售各类T2铜材,包括:紫铜排、紫铜管、紫铜带、紫铜板、紫铜棒止水铜板、铜线、卷板平板/直管/盘管/方管、铜条、铜套。用途:建筑、医疗、化工 制造 机械、五金加工、航空 船舶等领域。
特 点:产品规格齐全,价格优惠,包装完好,铜质好,正负差小、表面光洁、直线度好,库存量大,可提供材质证明和SGS报告 。备注;非标准规格可定做
经营理念:“同样的材料比质量、同样的质量比价格、同样的价格比服务、 同样的服务比誉”。
企业精神:“团结拼搏、艰苦奋斗、敬业奉献、务实求新”。
人才观: 以德为先 , 以能为重。
管理观:科学,规范,精心,高质。
在选择铜排时,需注意:
(1)一般要选择铜、铝排的宽度应与断路器的出线端宽度一样,在直接负荷侧可适当的减少母排的厚度,以满足要求;而在分支母线与断路器连接时,母线冲孔为圆孔,进行连接,MNS/GCK在下进、出时分支零排不必制作,但上进、出时一定要制作。
(2)柜内零排和地排根据进出线方式确定安装在柜前还是柜后;低压计量柜为方便安装互感器,铜排在计量室内应断开,用搭接块连接,搭接块的长度应满足互感器安装检修的标准,其它直接连接,大于等于4000A以上采用绝缘板母线夹固定,禁用绝缘子。

(3)中高压母线在穿过金属板时,应提供相配套的套管和采取其它绝缘措施。
(4)母线应采取绝缘支持固定,以保证母线之间及母线与其它部件之间的距离不变,固定距离为水平两固定点不超过1000mm,垂直两固定点不超800mm,铜、铝母线弯曲后不得有裂纹和严重起皱现象,高度不得大于1mm,弯曲半径一般不小于排后的2倍,铜、铝母线弯曲后不开裂、严重起皱的前提下,允许弯曲半径等于母线厚度。
(5)铜铝母线与电器元件连接触面应平整光洁,连接件的边缘及孔口应无毛刺及凹凸不平现象。

(铜铝母线的相序及颜色排列)
(6)铜铝母线的相序及颜色排列表规定应如上图所示部署。
(7)母线连接处不得有油漆,油漆界面应平直,不得有明显的弯曲和不直现象,同一元件的同一侧各项母线端的油漆界面应无明显的不整齐现象,界面不得相差5mm。
(8)铜、铝母线的螺栓连接及支持连接处,母线与电器元件的连接以及距所有连接处10mm以内的地方不得涂漆。
母线与母线,母线与分支母线及电器元件连接时,其搭接面应符合以下规定:
1)铜排与铜排连接时,表面应进行镀锡处理,客户有要求,应满足客户要求;
2)铝排和铝排连接时,可直接连接(搭接面要氧化层);
3)铜排与铝排连接时,铜排须镀锡或镀银,在特殊条件下应使用铜铝过渡片。
(9)母排搭接时接触面应平整、无氧化膜,经加工后其截面积减少值应符合以下规定:
1)铜排应不超过原截面的3%;
2)铝排应不超过原截面的5%。
母线安装的工艺要求:
1)母线的排列应层次分明,整齐美观,横平竖直;
2)铜、铝母线与电器元件连接时,母线与电器元件端的根部应有不小于5mm的空出地位(如下图)


.关于铜排制造加工工艺有了理性和实践的操作经历;
1.铜排制造人员的根本要求
制造人员有必要通过铜排加工训练。 制造人员有必要逻辑思维才能较强(需具有必定的天分条件)。 制造人员有必要有必定的膂力。 制造人员有必要能吃苦耐劳。
2.铜排加工设备的操作及维护
制造人员有必要彻底依照设备的操作说明书来操作,不得违规操作形成人员、设备的损害损坏。 铜排机的模具以及配件要坚持无缺。 设备有必要定时保养。 设备的保养准则要完善。 多工位母线加工机 初次开机前有必要先给油箱注油,避免损坏油泵。 有必要仔细阅览运用说明书,了解机器的结构、功能和操作办法。 不要带围巾或川大衣之类的衣服操作。用正确的办法进行作业,以便在发作缺点时赶快泊车和脱节风险。 假如环境温度低于0℃时,作业前应先开机空起色分钟。 装置、调试(对模、调整刀片空隙)或拆开模具,有必要由了解机器的人依照规则的规程进行。 当机器开动时,切勿把手或身体的一部分放在上下模(刀片)之间,避免发作事端。 全部杂物及 东西勿放在作业台上,避免轧入模具或刀口而形成事端。 因为本机器可多人操作,所以有必要有专人担任指挥出产。 必定要依据铜排(或铝排)的厚度挑选号剪切刀片和冲模的空隙及折弯圆角半径。 在替换模具时必定要停机,避免发作风险。 在操作时,拿着工件等候滑块下行时有必要当心。 应定时查看刀片和冲模刃口尖利程度,入发现刃口变钝,应及时修磨或替换。 坚持油液清洁几油路晓畅,每班给各单元运动部件加润滑油。 电气与液压元件有必要保证动作灵敏与方位正确,发现不正常现象时有必要当即泊车查看。 不作业时关断各单元作业按钮,关断操作盘上的电源开关。