


为了让您更地了解我们的【C型钢】,钢管出口现货齐全售后无忧,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:【C型钢】,钢管出口现货齐全售后无忧的图文介绍


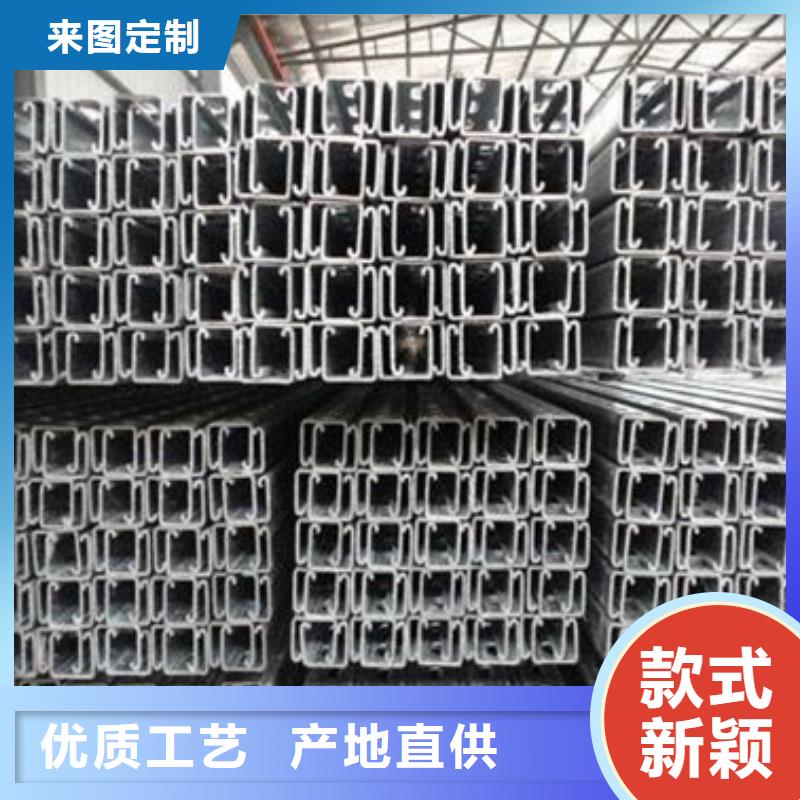
C型钢机制造出的C型钢壁厚可以制得很薄,而且大大简化了出产工艺,进步出产效率。可以出产用一般热轧方法难以出产的壁厚平均但截面外形复杂的各种型材和不同材质的冷弯型彩钢设备
冷弯异型钢在进行制作的过程中主要是以热轧或者是冷轧带钢为主要的坯料经曲折成型制成的各种截面形状尺寸的型钢。
冷弯异型钢具有以下特色
1. 品种繁多,能够出产用一般热轧办法难以出产的壁厚均匀、截面形状杂乱的冷弯异型钢各种型材和各种不同原料的冷弯异型钢。
2. 定尺或倍尺供应,进步资料的利用率。
3. 截面经济合理,节约资料。冷弯异型钢的截面形状能够根据需要设计,结构合理,单位分量的截面系数高于热轧型钢。在相同负荷下,可减轻构件36+6*95金属15-60%。便利施工,降低归纳费用。
之所以冷弯异型钢很受欢迎,原因是多方面的。主要的还是它的加工进程。因为选用的冷弯这种加工的办法,在整个加工的进程傍边不会对钢材进行再次加热,直接用柔软的方式塑造成各式各样的形状。这种加工办法无疑是非常环保的,不会耗费太多的能量,更不会产生很多的废气以及很多的边角资料。从节约资源的角度来说,这种产品是当之无愧的环保资料。
冷弯异型钢的金属资料的耐腐蚀性和冷弯型钢外表质量存在很亲近的关联性,冷弯型钢的耐腐蚀性体现在其本身的化学组成成分和外表的致密性等相关要素。现在冷弯型钢的使用在生活中体现更加频繁,如冷弯型钢在餐具和厨具等卫生级产品中的使用,对冷弯型钢耐腐蚀性以及外表的漂亮性提出了很高的质量要求。
冷弯异型钢在进行制作的过程中主要是以热轧或者是冷轧带钢为主要的坯料经曲折成型制成的各种截面形状尺寸的型钢。
冷弯异型钢具有以下特色
1. 品种繁多,能够出产用一般热轧办法难以出产的壁厚均匀、截面形状杂乱的冷弯异型钢各种型材和各种不同原料的冷弯异型钢。
2. 定尺或倍尺供应,进步资料的利用率。
3. 截面经济合理,节约资料。冷弯异型钢的截面形状能够根据需要设计,结构合理,单位分量的截面系数高于热轧型钢。在相同负荷下,可减轻构件36+6*95金属15-60%。便利施工,降低归纳费用。
之所以冷弯异型钢很受欢迎,原因是多方面的。主要的还是它的加工进程。因为选用的冷弯这种加工的办法,在整个加工的进程傍边不会对钢材进行再次加热,直接用柔软的方式塑造成各式各样的形状。这种加工办法无疑是非常环保的,不会耗费太多的能量,更不会产生很多的废气以及很多的边角资料。从节约资源的角度来说,这种产品是当之无愧的环保资料。
冷弯异型钢的金属资料的耐腐蚀性和冷弯型钢外表质量存在很亲近的关联性,冷弯型钢的耐腐蚀性体现在其本身的化学组成成分和外表的致密性等相关要素。现在冷弯型钢的使用在生活中体现更加频繁,如冷弯型钢在餐具和厨具等卫生级产品中的使用,对冷弯型钢耐腐蚀性以及外表的漂亮性提出了很高的质量要求。



国耀宏业钢铁有限公司秉承“以人为本”的人才理念,坚持以市场为导向、以 广东揭阳槽钢质量为基础、以管理为手段、以客户服务为核心、以企业效益为发展目标的经营方向和企业文化核心价值观,引进先进的经营理念和经营管理方法,建立了完善的人力资源管理体系和人才培养员工成长机制,力创一个学习型企业、创新型企业,坚持持续改进,使员工与企业共同成长、共同发展。


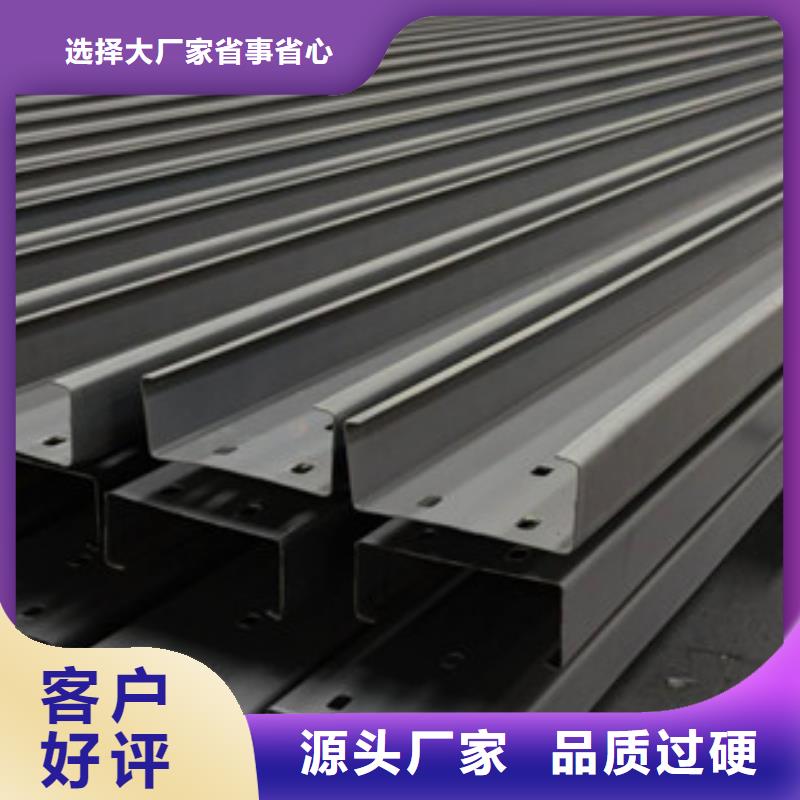
镀锌C型钢的壁厚可以做得很薄,大大简化了生产工艺,提高了生产效率。可生产壁厚均匀、截面形状复杂、材质多样的冷弯彩钢设备,这是普通热轧法难以生产的。冷弯型钢是制造轻钢结构的主要材料,由钢板或钢带制成。镀锌C型钢机由于多连杆悬架结构的复杂性,成本高,零件、装配,达到独立悬挂的耐久性,总是需要保持连杆变形、位移、彩钢设备材料和结构优化非常挑剔,多连杆悬架是追求卓越的处理和驾驶舒适性的主要吸引力。C型钢机床采用自动飞锯冲孔,操作方便等优点。该机主要由进给机架、调平装置、成型后切断装置、冲孔装置、液压站、计算机控制系统等组成。c型钢机的主要产品可作为大中型工业民用建筑的主要受力结构。
与其它冷弯型钢一样,冷弯型钢生产过程中 的问题是内应力问题。由于材料内应力大,一旦投入使用就会发生变形,影响使用效果。这些压力从何而来?
镀锌C型钢的应力是不可避免的。冷弯c型钢在开卷、轧制剪切和闭合过程中,会产生一定的内应力。重要的是,冷弯型钢由于机械强迫变形而产生一定的应力。此外,如果对冷弯型钢不加底漆,除锈和钝化过程也会释放内应力,导致弯曲和扭转。
在没有办法避免的情况下,只有通过合理的操作来减少应力的产生,作为制造商和用户,也需要关注这方面的问题,以确保冷弯c型钢能够得到广泛的应用。
与其它冷弯型钢一样,冷弯型钢生产过程中 的问题是内应力问题。由于材料内应力大,一旦投入使用就会发生变形,影响使用效果。这些压力从何而来?
镀锌C型钢的应力是不可避免的。冷弯c型钢在开卷、轧制剪切和闭合过程中,会产生一定的内应力。重要的是,冷弯型钢由于机械强迫变形而产生一定的应力。此外,如果对冷弯型钢不加底漆,除锈和钝化过程也会释放内应力,导致弯曲和扭转。
在没有办法避免的情况下,只有通过合理的操作来减少应力的产生,作为制造商和用户,也需要关注这方面的问题,以确保冷弯c型钢能够得到广泛的应用。



在建筑行业中每个人的分工都是不同的,架子工不是谁都能上任的,要持有效的作业上岗证,并做好防护工作,必须要带好帽,系带,不能穿塑料底的鞋,易滑的鞋不易进行高空作业,在进行操作的时候一些小的工具要放到工具袋中,扎紧衣袖口以及裤腿口,防止被挂的危险,c型钢机械搭建的时候要注意礼貌的偏差,每搭好一步都要进行检查。要很熟悉的掌握建筑的结构,以及环境的特点。
c型钢是一种的建筑材料,因为截面的形状能发挥更高的效果,提高承载的能力,不同工字型的钢材都会有不同的特点以及用途,c型钢机另外的一个名字就是c型钢檀条机,是亚瓦机中的其中以中也是很基础的一种,主要是液体动力。
功率很大,装置平整,c型钢机所采用的是自动飞据冲孔,这更大的特点就是操作简单,主要应用在大中型民用建筑上。泊头市毅伽金属制品有限公司专业生产各种型号c型钢。
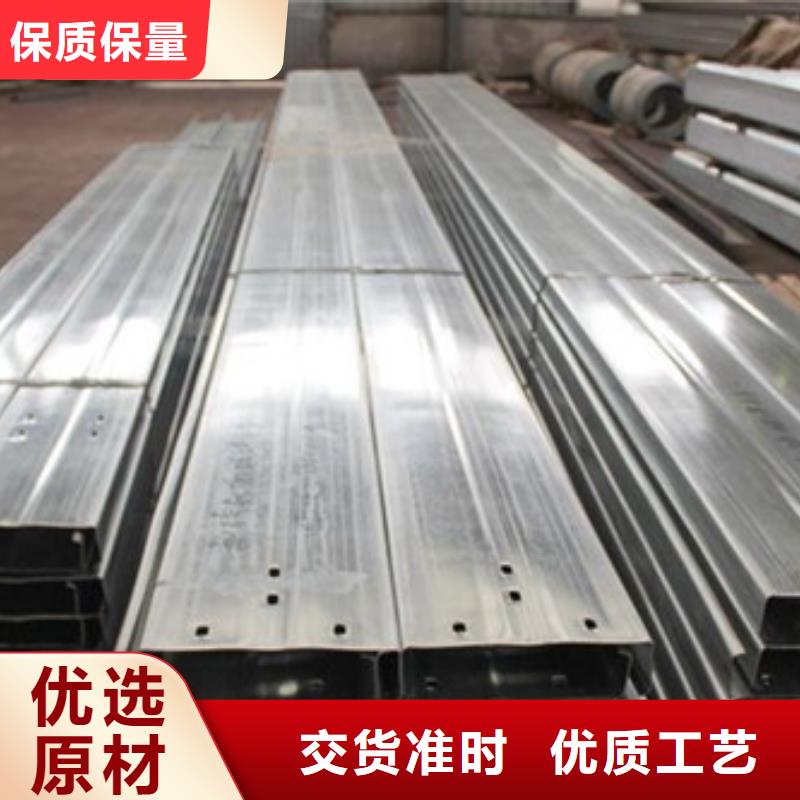
C型钢的外框形式在进行加工的过程中主要是用在高层钢结构中,在进行操作时为了提高其稳固性,在操作时通常会采用其钢混凝土组合结构,其C型钢承重力要以更直接的线路传递到结构中,不同为了追求经济而选择筒为了加外框的形式。
为了保证其C型钢在钢结构的运用,其钢材的切断要尽可能的在剪切机上或锯床上进行,特别是对于薄壁型钢屋架,这样才能确保精切的下料。这种方式不仅可以提高工作效率,还能有质量的保障。
c型钢的截面性能优良,强度高。
C型钢在进行制作的过程中主要是通过其冷弯成型的型钢,在进行操作时采用多种配件可以连接成不同的组合方式,C型钢外型美观,可减轻建筑屋面重量,减少工程用钢量,因而被称为经济钢材,是替代角钢、槽钢、钢管等传统钢檩条的新型建筑材料。
c型钢是一种的建筑材料,因为截面的形状能发挥更高的效果,提高承载的能力,不同工字型的钢材都会有不同的特点以及用途,c型钢机另外的一个名字就是c型钢檀条机,是亚瓦机中的其中以中也是很基础的一种,主要是液体动力。
功率很大,装置平整,c型钢机所采用的是自动飞据冲孔,这更大的特点就是操作简单,主要应用在大中型民用建筑上。泊头市毅伽金属制品有限公司专业生产各种型号c型钢。
C型钢的外框形式在进行加工的过程中主要是用在高层钢结构中,在进行操作时为了提高其稳固性,在操作时通常会采用其钢混凝土组合结构,其C型钢承重力要以更直接的线路传递到结构中,不同为了追求经济而选择筒为了加外框的形式。
为了保证其C型钢在钢结构的运用,其钢材的切断要尽可能的在剪切机上或锯床上进行,特别是对于薄壁型钢屋架,这样才能确保精切的下料。这种方式不仅可以提高工作效率,还能有质量的保障。
c型钢的截面性能优良,强度高。
C型钢在进行制作的过程中主要是通过其冷弯成型的型钢,在进行操作时采用多种配件可以连接成不同的组合方式,C型钢外型美观,可减轻建筑屋面重量,减少工程用钢量,因而被称为经济钢材,是替代角钢、槽钢、钢管等传统钢檩条的新型建筑材料。



1焊材选配原则
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
