

联系我们

当前位置:
聊城 安达液压机械有限公司 >嘉兴当地产品News
滚压管航磨管加工厂一手货源
更新时间:2025-01-09 18:19:03 浏览次数:7 公司名称:聊城 安达液压机械有限公司
以下是:滚压管航磨管加工厂一手货源的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 5000/吨 |
| 发货期限 | 24小时 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 1公斤 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20#/45#/16Mn |
| 产品品牌 | 九冶 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 定制 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 有色金属 |
| 质保时间 | 1个月 |
| 外形尺寸 | 圆形 |
| 适用领域 | 机械加工/液压 |
| 是否进口 | 否 |
| 质量认证 | 正品 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工 |
以下是:滚压管航磨管加工厂一手货源的图文视频





滚压管航磨管加工厂一手货源,安达液压机械有限公司为您提供滚压管航磨管加工厂一手货源,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,请联系安达液压机械有限公司,发货地:聊城辽河路燕山路交叉口南500米东首发货到浙江省 嘉兴市 南湖区、秀洲区、嘉善县、海盐县、海宁市、平湖市、桐乡市。 浙江省,嘉兴市 2022年,嘉兴市生产总值(GDP)6739.45亿元,比上年增长2.5%。产业增加值144.01亿元,增长2.4%;第二产业增加值3719.61亿元,增长2.9%;第三产业增加值2875.83亿元,增长2.0%。按常住人口,2022年全市人均GDP为121794元。
不要错过这部精心制作的滚压管航磨管加工厂一手货源产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:滚压管航磨管加工厂一手货源的图文介绍

浙江嘉兴珩磨管油缸管绗磨管 厚壁油缸管介绍随着近期窄带价格下跌的加速,厚壁油缸管厂的利润空间受到挤压;此外,工厂现货库存不多,因此降低出货价格的意愿不强,但上游原材料价格的持续下跌和市场低成本资源的影响增强了市场降价的预期。在后期,厚壁油缸管厂的维护和停工将逐渐增加,这将对价格的持续下跌产生一定的抑制作用;然而,需求疲软是根本原因,带钢市场疲软难以改变,价格仍有下调空间。在各个环节都如此低迷的情况下,钢材供应压力非但没有下降反而上升。钢材贸易商普遍放弃冬季仓储作业,后期钢材市场供应压力将加大。在成本方面,各方几乎一致认为高压锅炉管继续下降,铁矿石的反弹也非常有限,因此成本很难支撑钢价。因此,综合来看,油缸管市场需求增速下降,进一步加剧了企业之间的竞争。铁矿石和煤炭价格下跌带来的原材料成本优势尚未显著转化为产品竞争优势。虽然行业整体盈利能力较上年有所,但销售利润率仅为0.74%,仍处于整个行业的底部。它突显了用表观消费量来显示中国实际粗钢需求的不合理性。因为它 的缺点是将同期视为影响需求的负面因素,导致了一个悖论:当国内生产和海外进口相对稳定时,当前的出口越强劲,计算出的消费越少,消费增长越萎缩;相反,当期出口量越小,计算出的消耗量越多,高压锅炉管的消耗量增长越高。事实恰恰相反。滚压管


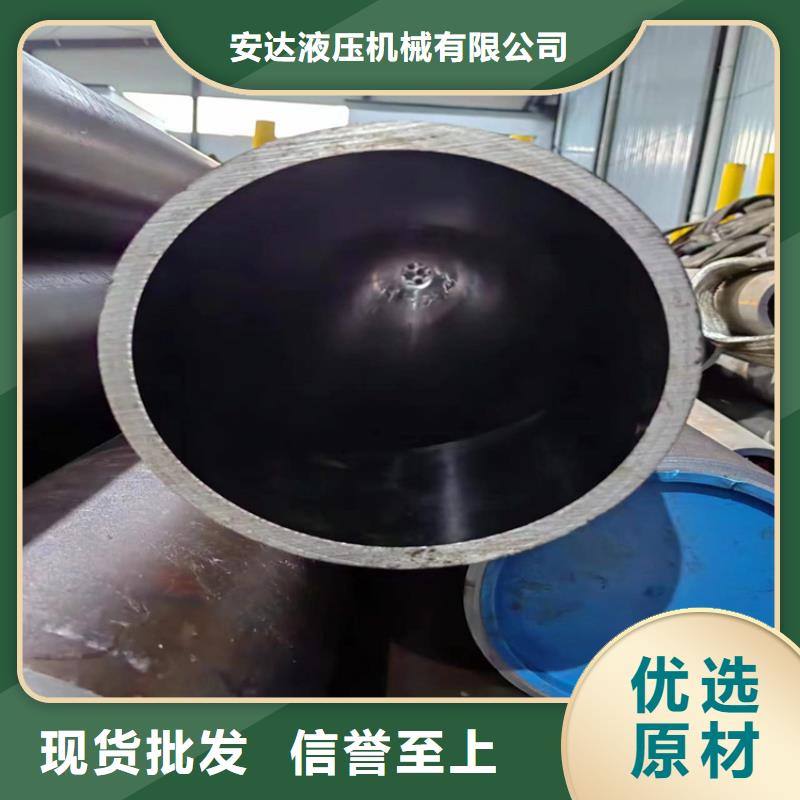
浙江嘉兴珩磨管油缸管绗磨管如何正确布置珩磨管使用的焊条和焊剂应与焊管材料相匹配,品牌应有明确的基础数据、产品合格证和使用寿命。焊条和焊剂在使用前应按产品说明书进行干燥,使用期间应保持干燥,并在同 使用。焊条涂层应无脱落和裂纹。珩磨后表面良好,有利于润滑油的储存和油膜的维护。表面支撑率高,能承受较大载荷,提高产品使用寿命;加工范围广。主要加工圆柱孔。使用珩磨头,还可以加工锥形孔、椭圆孔等。加工精度高,主要是一些中小尺寸的光通孔,其圆柱度可小于0.001mm。部分壁厚不均匀的零件圆度可达0.002mm。对于大孔,圆度也可达到0.005mm,珩磨精度高于磨削精度。珩磨管是一种由无缝钢管制成的无缝钢管,用于机械结构或液压设备。钢管经过冷拔或冷轧处理。由于内外壁无氧化层,高压无泄漏,光洁度高,冷弯、扩口、压扁无变形,无裂纹,主要用于生产气动或液压产品。滚压管



安达液压机械有限公司是一家从事(浙江嘉兴) 本地 浙江嘉兴活塞杆厂家生产的大型企业。位于辽河路燕山路交叉口南500米东首,交通便利,便于客户来访。公司自建立以来,靠有优良的产品质量和良好的售后服务,本着友善合作,诚信经营的原则,深受客户信赖及好评,欢迎广大客商合作洽谈,我们将竭诚为您服务!


浙江嘉兴珩磨管油缸管绗磨管产生偏心的钢管 在热轧钢管生产过程中 容易产生,产生的环节多半是在热穿孔时产生的:
根据对自动轧管机轧后钢管的解剖分析,我们认为穿孔毛管经自动轧管机轧制后,钢管纵横向壁厚不均的形式基本上保留了穿孔毛管壁厚不均的分布特征,即轧后钢管仍具有螺旋状的壁厚不均,而且横向壁厚不均显著增大。
自动轧管机产生壁厚不均的原因是:
①穿孔毛管壁厚不均的存在形式和严重程度,直接影响轧后钢管壁厚不均的存在形式和严重程度。
②在自动轧管机上轧管时,因顶杆弯曲,使顶头位置偏离孔型中心而导致壁厚不均,其管中和管头各横截面上的 壁厚和小壁厚位置几乎固定不变;而管尾到管头壁厚不均程度则逐渐增大,因此,减小顶杆残余弯曲度,降低轧管时顶杆的轴向力,对减小壁厚不均程度有显著作用。
③减壁量越大,荒管壁厚不均越严重,减壁量较小时,自动轧管机有减小穿孔毛管壁厚不均的作用。④孔型调整不正确,当辊缝不平行时,会使荒管的壁厚不均加剧。滚压管



滚压管航磨管加工厂一手货源,安达液压机械有限公司为您提供滚压管航磨管加工厂一手货源的资讯,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:辽河路燕山路交叉口南500米东首。