


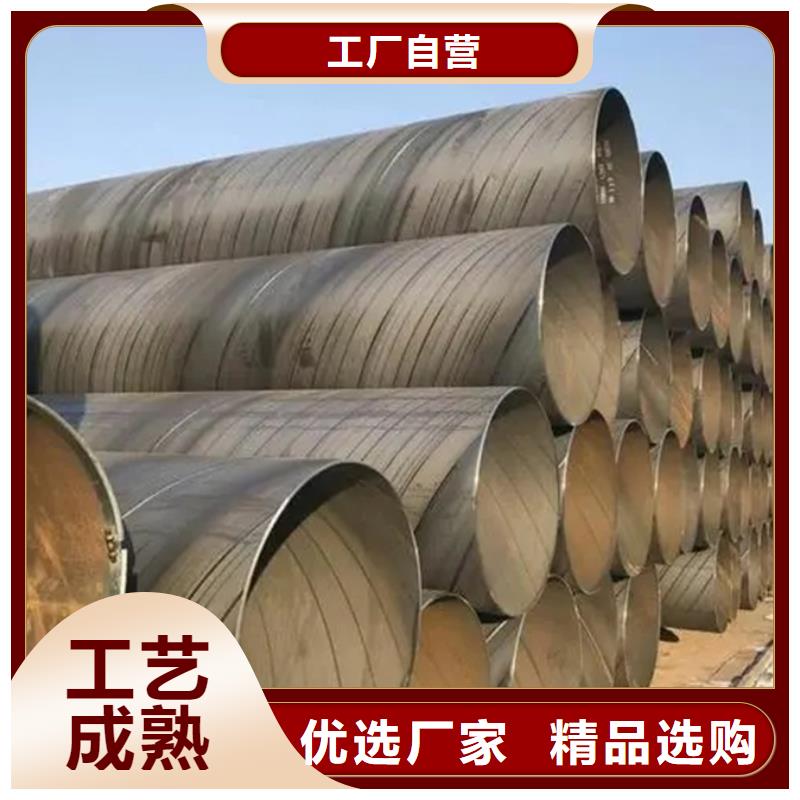



一分钟的时间,对于了解我们的螺旋管09CuPCrNiAH型钢定制定做产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:螺旋管09CuPCrNiAH型钢定制定做的图文介绍
采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。 三. 其它的成形方法 除上述三种常用的成形工艺以外,无缝弯头成形还有采用将管坯挤压到外模后,再通过管坯内通球整形的成形工艺。但这种工艺相对复杂、操作麻烦,且成形质量不如前述工艺,故较少采用。 河南焦作防腐螺旋管弯头只能做小口径的,如果管子规格太大,很难买到成品冲压弯头,只能使用焊接弯头。由于焊接弯头焊缝更多,所有使用性能不如冲压弯头,容易被腐蚀漏。且由于冲压弯头是成批生产,所以价格上较焊接弯头便宜。现在有精铸弯头,可以做316L的,抗腐蚀性能更好。



为了进一步优化通用设计方案,河南焦作Q345B螺旋管厂家统一组织开展了大小口径螺旋钢管通用设计调研工作。征求各网省公司基建生产部门。相关设计单位和大小口径螺旋钢管加工企业的意见,对现有方案进行补充、完善和优化本次调研采取书面调研方式。 河南焦作Q345B螺旋管双面埋弧焊接工艺指的是在生产螺旋钢管过造成所才用到制造加工工艺。首先将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。螺旋缝双面埋弧焊钢管是通过成型机将原料带钢螺旋成型,通过内外埋弧焊接,从而生产出不同规格的螺旋焊管。螺旋缝双面埋弧焊钢管生产工艺简单、大中口径焊管生产成本相对比较低,具有低成本运行优势,在中大口径低压输水管、热力管和打桩管等市场具有价格优势。螺旋缝双面埋弧焊钢管特点及其标准分类:低压流体输送用螺旋缝双面埋弧焊钢管 (SY/T5037-2018)双面埋弧焊管的垛与垛之间应留有一定的通道,检查道的宽度一般在0.5m左右,出入通道的宽度根据材料大小和运输机械而定,一般在1.5到2m。双面埋弧焊管采用双面埋弧螺旋焊接技术,将窄带(板)卷连续焊接而成的钢管。



苏沪金属制品有限公司遵循诚信经营,货真价实,优质服务的宗旨,赢得了用户,拓展了市场,建立了广泛的 河南焦作09CuPCrNiA工字钢销售网络,具有一定的认知度。
我公司可根据客户要求定制 河南焦作09CuPCrNiA工字钢,交货期短,送货快,我们以低的利润、好的质量、快的速度来赢得您的信赖,达到“互惠双赢”!


下面介绍防河南焦作防腐螺旋管的表面处理方法: 1.河南焦作防腐螺旋管利用溶剂、乳剂清洗的防腐螺旋管的表面,这样可以去除螺旋管表面的有机物,但它是不能去除其表面锈、氧化皮、焊药等,因此清洗只能作为辅助手段使用。 2.河南焦作防腐螺旋管利用钢丝刷、砂纸等工具对防腐螺旋管表面进行打磨,可以去除松动氧化皮、铁锈、焊渣等。 3.河南焦作防腐螺旋管管道防腐采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,并能使表面达到一定的清洁度和粗糙度。 4.河南焦作防腐螺旋管通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对防腐钢管表面进行喷(抛)射处理,不仅可以彻底铁锈、氧化物和污物,而且防腐钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。



