




零切钢管厚壁钢管优选好材铸造好品质产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
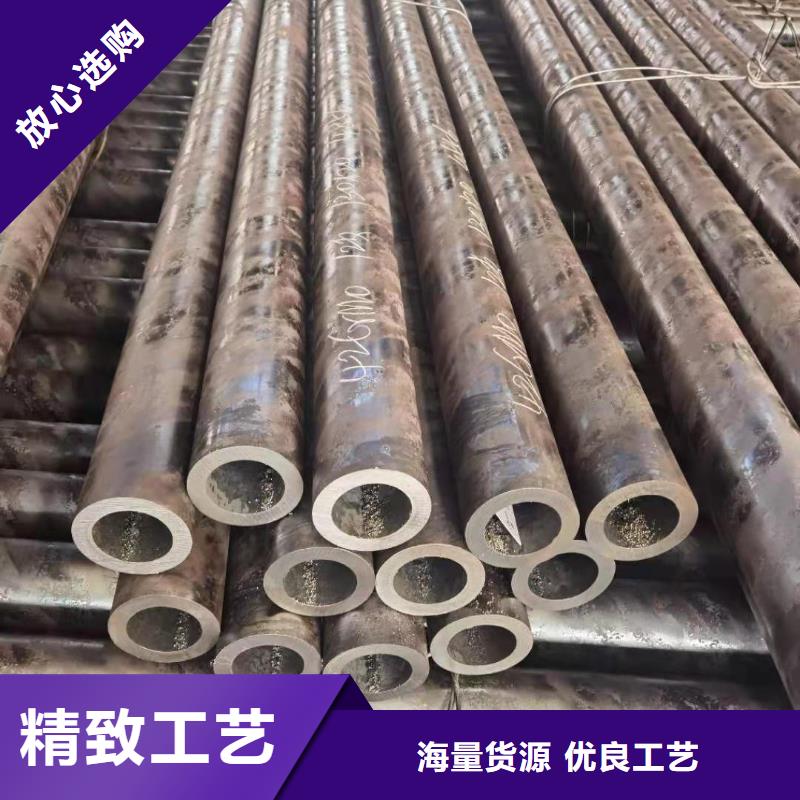
以下是:零切钢管厚壁钢管优选好材铸造好品质的图文介绍
金海金属材料有限公司立足国内市场,实施稳健发展。通过持续创新,不断为客户提供量身订做的 湖南20G高压锅炉管方案和满意的服务!


主要品种涉及:20#无缝钢管零割、45#零切钢管、16Mn零锯厚壁钢管、Q345B钢管零售等钢管产品。 聊公司可为用户订做各种特殊规格,特种材质20#无缝钢管零割、45#零切无缝钢管、16Mn零锯厚壁钢管、Q345B钢管零售,配备6台600系列数控锯床,提供无缝钢管切割下料,交货及时,价格低,质量优,并附原始材质书或复印件,节假日照常营业、并可汽运、火运,量大可以在钢厂直接发货。亦可承兑结算。 钢管执行标准:结构用管GB/T8162-2008、输送流体管GB/T8163-2008、低中压锅炉管GB3087-2008、石油裂化管GB3087-2008、高压锅炉管GB5310-2008、地质钻探管YB235-70、化肥专用管GB6479-2013、石油裂化管GB9948-2013、船舶用管GB5312-2013、石油套管API 5CT、汽车半轴管GB3088-08、液压支柱管GB/T17396-2009、美标ASTM A53B SA106B API 5L. 公司十年来以大力发展经营为先导,致力于建造多功能型材超市的发展道路,公司创造了一个又一个辉煌。未来,公司将继续坚持不断的以进取的精神来开拓新的市场,通过优良的结构调整,力争实现克尔伦的专业化、规模化、多元化,终实现打造国内钢材流通企业愿景



生产零切钢管所采用的标准
钢管零切的公称(标准)尺寸(直径×壁厚);
钢管零切壁厚公差;
钢带的厚度公差级别;
钢管零切焊缝修磨余量;
因素。
由上述因素得出的带钢厚度为:
T=t-k%t+∮+0.04+0.05
其中t:钢管零切的标准壁厚
k%:壁厚公差(k值为10%)
∮:为钢带厚度公差
修磨余量:0.04mm
因素余量:0.05mm



为什零切钢管钢板割叫零切割?
1、钢板直条切割后产生波浪变形原因分析:
a、切割氧压力过高
b、割嘴选用不当
c、切割速度太快
d、预热火焰能量过大
2、钢板切割工艺:
a、在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度。
b、根据自动切割及半自动切割方式的不同,调整各把割枪的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割枪倾角的大小和方向主要以钢板厚度而定。



为什么零切钢管钢板叫零切割?
c、根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度,对未割过的钢板,应试割同类钢板,确定切割参数,同时检查割咀气通畅性。
d、气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持匀速,割件表面距离焰心 以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。
e、在进行厚板切割时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件表面约成10°~20°倾角,使零件边缘均匀受热。无论是利用多头直条及数控切割进行主材下料或利用半自动切割进行小件加工、坡口加工,切割断面上深度超过1mm的局部缺口、深度大于0.2mm的割纹以及断面残留的毛刺和熔渣,均应给予焊补和打磨光顺。
c、根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度,对未割过的钢板,应试割同类钢板,确定切割参数,同时检查割咀气通畅性。
d、气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持匀速,割件表面距离焰心 以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。
e、在进行厚板切割时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件表面约成10°~20°倾角,使零件边缘均匀受热。无论是利用多头直条及数控切割进行主材下料或利用半自动切割进行小件加工、坡口加工,切割断面上深度超过1mm的局部缺口、深度大于0.2mm的割纹以及断面残留的毛刺和熔渣,均应给予焊补和打磨光顺。
