



不容错过的数控等离子切割机国产光纤激光切割机价格低价货源视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:数控等离子切割机国产光纤激光切割机价格低价货源的图文介绍
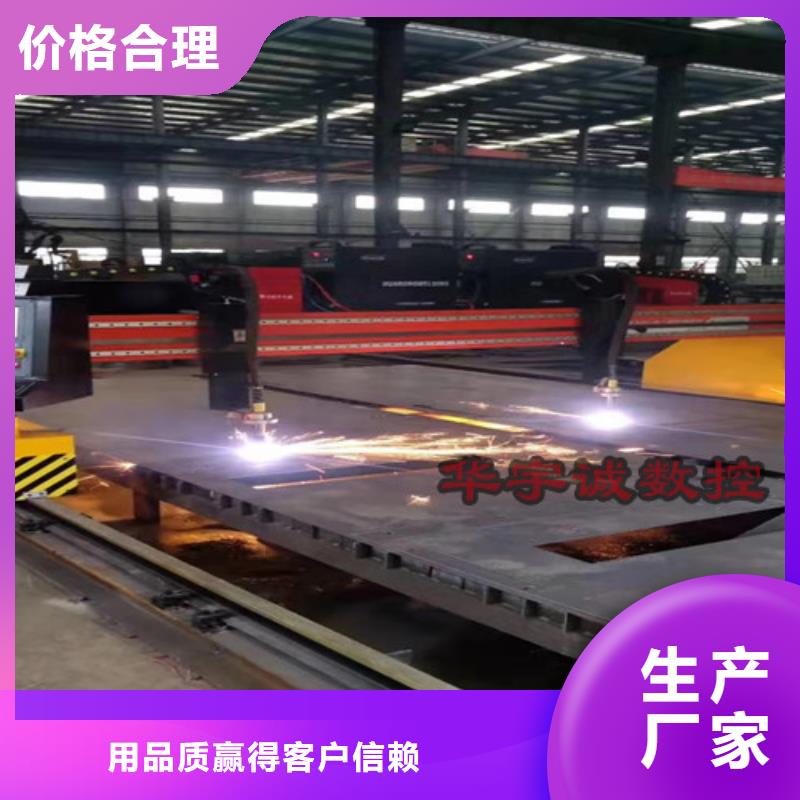
华宇诚数控科技有限公司拥有一支技术过硬,作风优良的生产销售【江苏淮安光纤金属激光切割机】团队! 公司的发展战略目标:实事求是、脚踏实地、开拓创新、诚信服务于国内外客户、发展具有特色的【江苏淮安光纤金属激光切割机】行业共赢之路! 为了更好地迎接未来的机遇与挑战,公司诚邀有志之士加盟,在公司发展壮大的过程中,体现人生价值,实现个人梦想。


数控等离子切割机的编程一般分为手动和自动两种方式,这两种方式有自己的优点,在一些情况下可以用自动编程,这就要根据实际的情况来决定用什么样的编程方式了,现在给大家介绍一下关于等离子数控切割机的编程方式。数控等离子切割机自动编程的加工过程零件轮廓坐标信息可由POLYLINE命令完成,它是由一系列首尾相连的直线和圆弧组成。在图形数据库中以顶点(即相连点)子实体的形式保存信息,与形状位置有关的信息有两个:一是顶点(VERT.Ex)的坐标值,二是顶点凸度(BULGE)。PoLYline命令绘制后的实体轮廓外形,可利用o与ectARX函数方便地知道各顶点的坐标值和凸度值,这样就得到了零件轮廓上直线的起点、终点、坐标和圆弧起点、终点、半径、圆心的几何信息。在对轮廓要求不严格时,如护栏花形、文字等,也可用LINE命令,利用粗插补的原理,连续描述零件实体轮廓外形,直接生成顶。数控等离子切割机手工编程大体过程如下:分析零件图样一数控工艺处理一数学处理一编写NC代码一校验、调试NC程序一首件试切一误差分析,枯燥、繁琐、易出错、指令语法难记忆。而对复杂的加工零件描述点过多更不适用。自动编程时AutoCAD20oo可直接由二维图形描述零件轮廓的图形实体直接生成数控加工代码,则可以避免人工编程复杂的记忆。明显提高编程效率和编程质量。尤其是在复杂的轮廓编程中,更能发挥其优势。数控等离子切割机的编程一般分为手动和自动两种方式,这两种方式有自己的优点,在一些情况下可以用自动编程,这就要根据实际的情况来决定用什么样的编程方式了,现在给大家介绍一下关于等离子数控切割机的编程方式。数控等离子切割机自动编程的加工过程零件轮廓坐标信息可由POLYLINE命令完成,它是由一系列首尾相连的直线和圆弧组成。在图形数据库中以顶点(即相连点)子实体的形式保存信息,与形状位置有关的信息有两个:数控等离子切割机一是顶点(VERT.Ex)的坐标值,二是顶点凸度(BULGE)。PoLYline命令绘制后的实体轮廓外形,可利用o与ectARX函数方便地知道各顶点的坐标值和凸度值,这样就得到了零件轮廓上直线的起点、终点、坐标和圆弧起点、终点、半径、圆心的几何信息。在对轮廓要求不严格时,如护栏花形、文字等,也可用LINE命令,利用粗插补的原理,连续描述零件实体轮廓外形,直接生成顶。



为了使客户放心使用本公司的产品,本公司作出以下售后承诺:
“三服”工作
1.售前服务:为客户购买产品提供产品的咨询(包括产品的技术性能及价格)
2.售中服务:确保产品的质量,做好按时交货工作。
3.售后服务:提供产品的安装与调试服务,公司在全国各地都有售后服务人员.专业的技术及完善的售后,确保用户购买放心,使用安心。



数控切割机厂家有很多,考虑到大多数的企业很难直接购买那些品牌非常大的设备(成本过高),所以这就需要我们在寻找相对不那么知名品牌的数控切割机厂家的时候,擦亮眼睛寻找合适的厂家,防止被骗。数控激光切割机数控切割机厂家哪家好:判断方法1. 口碑数控等离子切割机厂家的信誉是非常重要的。如果这个厂家的供货量足够大,供货质量足够优良,那么这个厂家的口碑一定非常好。2. 出货量你了解数控等离子切割机厂家的出货量吗?首先,你要了解这个厂家的货物基本都是在哪里供应的,是出口还是内销,产品质量的标准是什么。3. 产品功能数控等离子切割机厂家的产品功能是否足以满足生产需求,这是一个很重要的方面。产品功能较强,应用范围较广,所以这种产品适合选择。4. 高性价比人们都说买东西一定要货比三家,那么在选择和购买数控等离子切割机的时候也是如此,需要在同行业中进行比较。同样的质量,同样的产品价格和质量需要对等,至少你要有好的质量。价格不是关键,关键是要有高性价比。购买数控切割机前应做好以下准备工作卖家需要了解买家从事哪个行业,主要切割什么材料,加工幅面有多大。只有适合的数控切割机才是好的。这样,企业才能在不浪费资源的情况下产生更大的效益。买家需要了解卖家的相关信息。实力雄厚的数控切割机品牌企业都有自己的研发中心、科研人员、技术人员和专业技术;数控企业的生产能力和年产量是多少;数控企业的售后服务,机器零件有一定的寿命,长时间工作或工作中操作不当都会出现故障。这些问题需要要进行售后处理,这是用户购机前需要要注意的问题。小龙门等离子数控切割机选择机型,帮助用户选择和决定数控切割机的类型,如激光数控切割机或锯片数控切割机,根据需要切割的材料和厚度,以及切割效率和切割质量的要求。研究机床的质量和精度 在数控切割机的型号和配置确定后,应调查和确定数控切割机的机件组成、制造质量和价格。国内市场上数控切割机的配置和价格参差不齐,但一般都包括以下主要部件,包括齿条导轨、齿轮齿条、减速箱、伺服系统、气路系统等关键部件的加工和选型,以及机床的安装接地和屏蔽技术&切割机精度的校验,这些都关系到数控切割机的质量和成本,决定了数控切割机的使用寿命、切割质量和切割精度。同时,也决定了数控切割机的主要采购价格。因此,不同的配置价格是不同的。数控系统是否稳定准确 数控系统的稳定性非常重要。对于锯片切割机来说,如果系统不稳定,如抗干扰能力差、锯片控制不准确等,对于企业来说,不断更换锯片、停机维修是严重的损失,增加了采购成本,降低了生产效率。切割效率和切割质量 数控切割机的切割效率和切割质量是用户关心的问题,这不仅是用户接受数控切割机的关键点,也是用户评价数控切割机质量的标准。特别是在数控切割机硬件基本相同或相近的条件下,数控切割机的切割效率和切割质量主要由软件决定,而不是切割机硬件决定。


数控等离子切割是集数控、等离子和逆变电源技术于一体的高新技术,相对数控火焰切割具有切割速度快、效率高、切割面质量好、切割尺寸、工件热变形小等优点,在铁路、船舶、航空和机械制造等制造业中得到广范应用。目前,制备车间有两台数控等离子切割设备,主要用于长大配件、形状复杂的异形工件的切割下料,尤其是在当前公司小批量多品种订单较多的生产形势下,数控等离子切割的优势愈加明显。本文主要针对数控切割过程中出现的常见质量问题进行原因分析,并提出了解决和控制措施。1.数控等离子切割的工作原理数控等离子切割是以高温、高速的等离子弧为热源,以压缩气体为工作介质 , 通过被压缩气体电离形成高温、高速的等离子电弧 , 将被切割的金属或非金属局部熔化(或蒸发),同时用高速、高压气流将已熔化的金属或非金属“吹离”基体而形成狭窄而光洁切口的一个过程,如图1所示。图片图 1 数控等离子切割示意2.影响数控等离子切割的因素分析与控制措施数控等离子切割常见的质量缺陷有:穿孔缺陷、切割变形、熔渣、断面倾斜以及波纹等。而在实际生产中影响切割质量的因素主要有:切割程序代码、原材料平面度及内应力、起收弧缺陷、切割速度、切割顺序、弧压高度等,这些因素控制不当都会产生质量缺陷,因此如何采取控制措施质量缺陷是我们需要解决的主要问题。(1)切割程序代码 数控等离子切割是通用数控程序代码来实现产品加工的,因此程序代码的正确与否,直接影响产品切割质量。在车间以往的切割生产中,曾发生过因程序代码错误和错误调用产生的质量问题。控制措施:解决这一问题就要从源头上加以控制,一是增加数控程序的校核过程,确保切割代码正确性;二是建立程序和图纸的资源库,减少因多次编制造成的错误概率增加;三是对程序进行统一编号,规范管理,如:利用物料代码的性对程序进行编码,可以避免因程序调用错误产生质量问题。(2)原材料的不平度和内应力 原材料的不平度和内在应力,对切割质量的影响非常大。目前车间使用的大部分原材料在切割前都要经过预处理线抛丸除锈和底漆喷涂,尤其是2~8mm的卷板,在经过抛丸处理以后,内部应力分布不均匀,板材会产生不同程度的变形,影响数控等离子切割的尺寸精度。控制措施:针对原材料不平度和内应力,可以在切割前,对原材料增加一道校平工序,进一步释放板材内在应力,一般将板材的平面度控制在≤2mm/m2,能够有效保证切割产品质量。(3)起收弧缺陷 起收弧缺陷是等离子切割件中常见的切割缺陷。起弧缺陷一般是由板料不平、工件切割过程中发生变形或位移,起弧线、补偿值设置不合理等原因造成的。由于板料不平,工件和母板脱离时会向下掉落,掉落瞬间会被等离子流灼伤,造成起弧缺陷。控制措施:根据实际情况设置提前收弧时间,使工件掉落时刚好停弧或者在编程时去掉引出线。另外对于工件切割过程中发生变形或位移,产生的起收弧微小缺陷可以通过设置四分之一圆弧的起收弧线来弥补。(4)切割速度 切割速度主要是影响切割断面的斜度和波纹。切割速度加快会导致切口斜度变大,过快会在切口处出现波纹和毛刺,甚至会无法切透或断弧。切割速度过慢也会出现毛刺,并会使切缝变宽,影响工件尺寸与质量,降低了切割效率。控制措施:数控等离子切割不同厚度的钢板时,需选择不同型号割嘴和耗材,同时也对应着不同的切割速度和切割参数设置。附表是本人针对精细等离子切割机整理的常用板材选择割嘴和切割速度。精细等离子常用板材切割速度图片(5)切割顺序 切割顺序的选择对于保证切割质量也非常关键。尤其是在多种配件数控套裁下料时,切割顺序的选择将影响整张板材的成品率。在车间D11配件生产中,就出现了因切割顺序选择不当造成母材变形产生位移,使后续产品无法完成切割情况。控制措施:切割顺序选择应遵循先内后外,先小后大的原则;即先切割工件内轮廓,后切割外轮廓;先切割母材中面积小的零件,后切割大尺寸的零件,可使尺寸大的零件周边的材料质量变轻,有利于减小大尺寸零件切割时产生的热变形偏差;此外,在能保证的切割质量的前提下,应尽量选择近的切割路线。(6)弧压高度控制 弧压高度是指在切割过程中等离子割炬与工件表面的高度距离,弧压的高度主要会影响工件切口的断面质量,因此弧压控制也很重要,控制不当会导致断弧或熔切不透。控制措施:在实际切割过程中 ,调整割炬高度与电弧压力:割炬高度一般应在 3~6mm 之间,根据实际板厚与板料的不平度情况微调割炬高度与电弧压力,在其他因素不变的情况下可减小切口的斜度,改善切口质量,减少断弧率,达到更加理想的效果。、3.结语综上所述,根据数控等离子切割工艺的特点和规律,通过采取得当措施就可减少切割缺陷、控制切割质量。总之,数控等离子切割机的切割质量控制除了以上提到的因素外还有其它影响因素,需要我们在实际操作中总结经验并不断改进。随着数控技术自动化、柔性化、集成化、高速化的发展,我们相信数控切割技术的应用会越来越广泛,而数控等离子切割技术也将会越来越完美。


