

联系我们

您也许对衡水本地以下产品新闻也感兴趣
- 智能公交站台候车亭 仿古候车亭制作 不锈钢候车亭定制 户外太阳能候车亭 乡镇复古候车亭 新款智能电子系统候车亭 城市道路公交候车亭 公园巴士候车亭 不锈钢候车亭厂家 乡村简约不锈钢候车亭 滚动灯箱公交候车亭 智慧公交站台候车亭 景区道路候车亭 建设道路候车亭 城镇公交候车亭 新款不锈钢候车亭 广告灯箱候车亭 智能垃圾桶候车亭 新款智能自动报站候车亭诚信企业
- 长春专业墙绘文化墙彩绘浮雕手绘实力团队
- 托运上海到冷藏货运公司十年经验
- 圆形烙馍机鸡肉卷饼机量少也做
- 土工膜钢塑土工格栅海量库存
- 【防伪,防伪制作质优价保】
- 移动破碎站品质服务诚信为本
- 旬邑租发电机多少一天
- 回收石蜡-回收碳酸锂上门回收
- 土工布玻纤土工格栅货源直供
- 三明医用铅门技术先进
- 液体碳源源头厂家
- 防腐钢管大口径钢管N年生产经验
- Q345B钢板-65Mn弹簧板一手货源
- 57注浆管声测管
当前位置:
沧州 钢兴钢管
有限公司 >衡水本地今日新闻
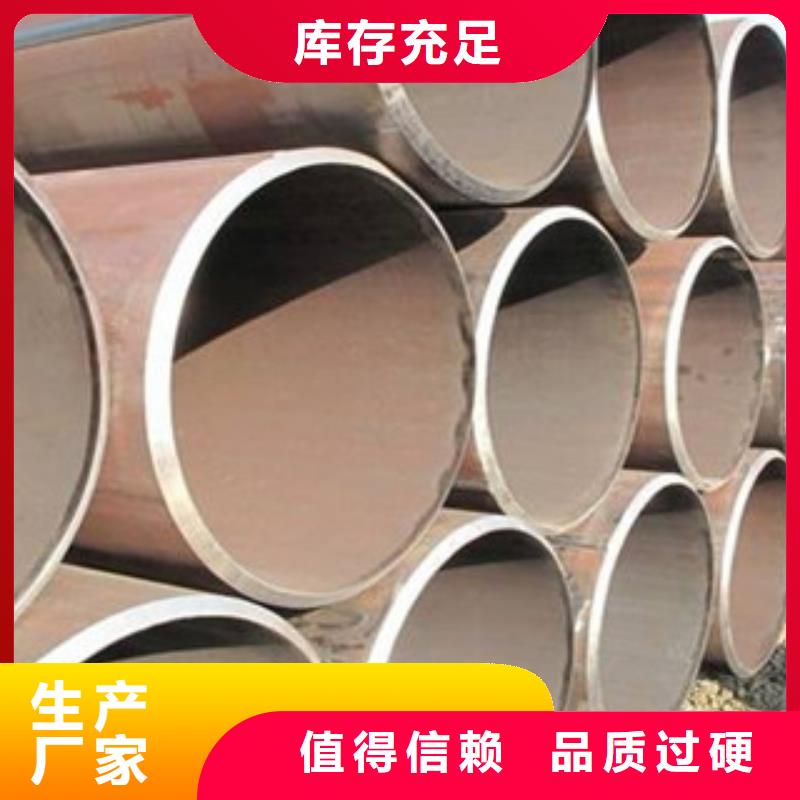
【直缝管-防腐钢管源头厂家】
更新时间:2025-01-08 11:34:10 浏览次数:25 公司名称:沧州 钢兴钢管 有限公司
以下是:【直缝管-防腐钢管源头厂家】的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 295 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
以下是:【直缝管-防腐钢管源头厂家】的图文视频


【直缝管-防腐钢管源头厂家】,钢兴钢管
有限公司为您提供【直缝管-防腐钢管源头厂家】的资讯,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:沧州风化店乡后枣园工业区发货到河北省 衡水市 桃城区、枣强县、武邑县、武强县、饶阳县、安平县、故城县、景县、阜城县、冀州区、深州市。 河北省,衡水市 衡水市,河北省辖地级市,位于河北省东南部,介于东经115°10′-116°34′,北纬37°03′-38°23′之间,东部与沧州市和山东省德州市毗邻,西部与石家庄市、辛集市接壤,南部与邢台市相连,北部同保定市和沧州市交界,总面积8836平方千米。截至2022年末,衡水市常住人口为416.65万人。辖2个市辖区,1个县级市,8个县。衡水市属于环渤海经济圈和首都经济圈的“1+9+3”计划京南区,为环渤海区域合作市长联席会议成员市,被费孝通称为“黄金十字交叉处”。
简约设计,不简单内涵。观看我们的【直缝管-防腐钢管源头厂家】产品视频,用少的话语传达真实的产品价值。
以下是:【直缝管-防腐钢管源头厂家】的图文介绍

钢兴钢管 有限公司将以高性能的产品、合理的价格吸引各方来宾、专业的售前售后服务打动顾客;让顾客因创造价值而满意,做永远的朋友!

直缝埋弧焊管以其性能优、尺寸精度高等特点,适用于自然条件恶劣的三、四类地区。目前,国产直缝焊管的焊缝余高普遍偏高,对钢管生产、使用造成不利影响。因此,研究如何降低焊缝余高,对控制焊缝质量,降低生产成本、焊管后期使用中的隐患等具有一定的现实意义。
焊缝余高控制不当,造成的不利影响具体表现为以下几个方面:①焊缝余高过高会加大焊接材料的消耗,增加人工修磨成本。焊接时,焊接材料用于填充坡口及形成焊缝余高,壁厚越薄,则坡口尺寸越小,焊缝余高所占填充金属的比例就越大。对壁厚10 mm以下的钢管,余高所占焊缝金属填充材料的比例在70%以上,降低焊缝余高可大幅度节约焊接材料,节约人工修磨成本;②焊缝余高过高会增加防腐成本,降低防腐质量。过高的焊缝余高使防腐层在焊缝顶部明显减薄,不仅大幅度增加了防腐涂料的消耗量,并且降低了焊缝附近防腐层的附着性,管线服役中易产生剥离;③焊缝余高过高会增加钢管的质量隐患。焊趾是钢管应力、应变集中及组织弱化区,焊缝余高过大,增大了焊趾处的应力集中系数,易诱发径向裂纹等缺陷。由于无损检测条件的限制,当焊趾处几何形状不规则时,容易使浅表层的扩径裂纹被漏检,对钢管的后期使用带来隐患。
焊缝余高控制不当,造成的不利影响具体表现为以下几个方面:①焊缝余高过高会加大焊接材料的消耗,增加人工修磨成本。焊接时,焊接材料用于填充坡口及形成焊缝余高,壁厚越薄,则坡口尺寸越小,焊缝余高所占填充金属的比例就越大。对壁厚10 mm以下的钢管,余高所占焊缝金属填充材料的比例在70%以上,降低焊缝余高可大幅度节约焊接材料,节约人工修磨成本;②焊缝余高过高会增加防腐成本,降低防腐质量。过高的焊缝余高使防腐层在焊缝顶部明显减薄,不仅大幅度增加了防腐涂料的消耗量,并且降低了焊缝附近防腐层的附着性,管线服役中易产生剥离;③焊缝余高过高会增加钢管的质量隐患。焊趾是钢管应力、应变集中及组织弱化区,焊缝余高过大,增大了焊趾处的应力集中系数,易诱发径向裂纹等缺陷。由于无损检测条件的限制,当焊趾处几何形状不规则时,容易使浅表层的扩径裂纹被漏检,对钢管的后期使用带来隐患。



JCOE成型的优势
大直径直缝埋弧焊管是以钢板为原料,经过不同的成型工艺,采用双面埋弧焊接和焊后扩径等工序制成焊管。直缝埋弧焊管生产工艺不管采用哪种生产方法,如钢板超声波检查、铣边、边缘处理和成型后的管坯点焊、内外埋孤焊、超声波探伤、扩径、水压试管等工序基本上是大同小异,关键是成型工序不同。因此,根据成型工序,SAWL又可以具体分为辊弯成型(砌强)、连续扭转成型、UOE成型和JCOE成型工艺4种。
RBE成型是一种传统的成型工艺。该成型法是将钢板压边后在三辊或四辊之间经多次滚压卷制成圆筒形,然后采用双面埋弧焊接成型。该成型方式的优点是设备小、重量轻、投资少、管径范围大、产量适中且生产灵活,对市场适应性强,但也存在管筒开口大、易错边、不易控制等缺点。对于大直径、高钢级、大壁厚钢管生产难度较大,由于该成型法成型上辊中部无支撑,受其刚度的限制,往往出现中间宽,两头窄的现象。
大直径直缝埋弧焊管是以钢板为原料,经过不同的成型工艺,采用双面埋弧焊接和焊后扩径等工序制成焊管。直缝埋弧焊管生产工艺不管采用哪种生产方法,如钢板超声波检查、铣边、边缘处理和成型后的管坯点焊、内外埋孤焊、超声波探伤、扩径、水压试管等工序基本上是大同小异,关键是成型工序不同。因此,根据成型工序,SAWL又可以具体分为辊弯成型(砌强)、连续扭转成型、UOE成型和JCOE成型工艺4种。
RBE成型是一种传统的成型工艺。该成型法是将钢板压边后在三辊或四辊之间经多次滚压卷制成圆筒形,然后采用双面埋弧焊接成型。该成型方式的优点是设备小、重量轻、投资少、管径范围大、产量适中且生产灵活,对市场适应性强,但也存在管筒开口大、易错边、不易控制等缺点。对于大直径、高钢级、大壁厚钢管生产难度较大,由于该成型法成型上辊中部无支撑,受其刚度的限制,往往出现中间宽,两头窄的现象。


您是想要在河北省衡水市采购高质量的【直缝管-防腐钢管源头厂家】产品吗?钢兴钢管
有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的【直缝管-防腐钢管源头厂家】产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:刘学成-13722727880,QQ:133919903,地址:《风化店乡后枣园工业区》。