









塑料盲沟工艺生产很重要,公司所生产塑料盲沟,工艺严格,质量可靠。塑料盲沟生产工艺介绍:钢锯条可按每25mm长度内的齿数分为粗齿、中齿、细齿三种规格,锯割时要求有3个齿同时参与切割,否则容易卡掉锯齿,因此锯割时应根据镀锌管的壁厚合理选择锯条;一般地说,DN40mm以下的镀锌管宜选用细齿锯条,DN50~200mm的镀锌管可用中、粗齿锯条。划线样板可采用较厚的纸张等不易折断的材料制成,样板长度为л*(D-2)(其中D为镀锌管外径),宽度50~100mm,划线时将样板的一侧对准下料尺寸线处,并使样板紧紧包住塑料盲沟管,用划针或石膏笔沿样板侧面绕镀锌管画一圈。
塑料盲沟的空隙率可通过称重试验后拄以下公式计算得出n=(1-m/p.s.l×)式中:n--空隙率,%m--试件重量gL-试件长度ms--试件截面积m2p--原材料密度,g/m3以计算公式为标准,准确算出塑料盲沟管应用场合的孔隙率能够减少不匹配状况的发生,减少经济损失。孔隙率是指塑料盲沟管的空隙体积与总体积的比率,以%表示。空隙率固纤维丝的排列密度不同而异。其计算公式按照下述方法计算:塑料盲沟管的空隙率一般达82%-92%。塑料盲沟管在生产制造中,不仅要求工艺要严卡要求,而且对相关的生产设备也有一定要求,例如:温度的控制。1、由于塑料盲沟管熔体黏度大,流动性差,为防止螺杆因摩擦热过大而升温,引起螺杆黏料分解或使管材内壁毛糙,必须降低螺杆温度。
塑料盲沟管的螺杆冷却应控制出水温度不低于70~80℃,冷却方法是在螺杆内部用通铜管的方法进行水冷却。3、塑料盲沟管的温度一般控制在80~100℃之间,若温度过低反压力增加,产量下降,甚至会发生物料挤不出来而损坏螺杆轴承的事故。控制好塑料盲沟管生产设备温度,能够延长使用寿命,加强其稳定性。希望今天的知识对您有所帮助。
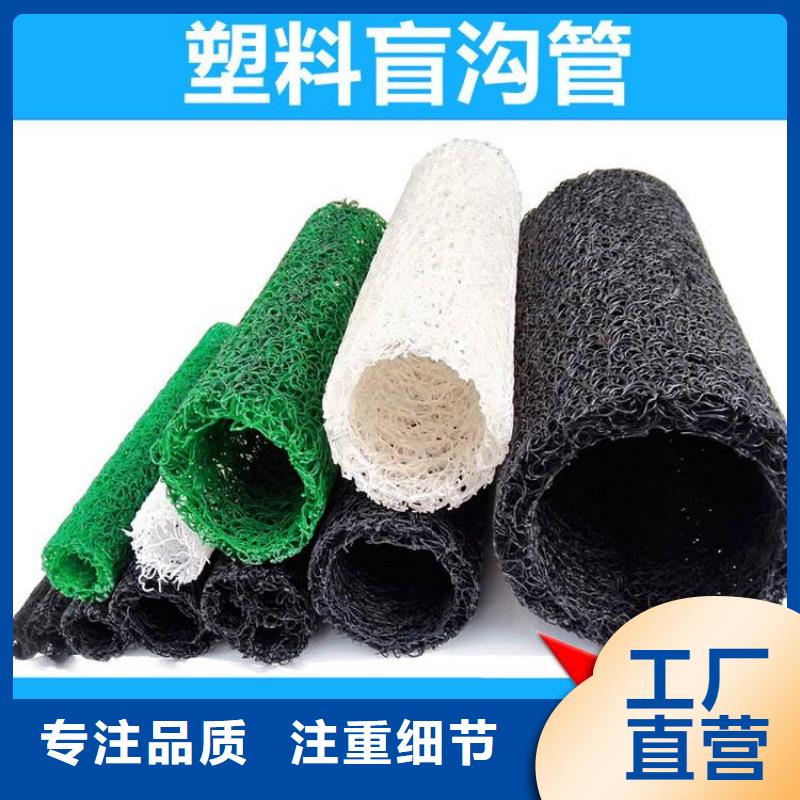
我们平常见到的塑料盲沟管基本都是黑色的,其实许多地方也有用到其他颜色的,这就少不了一项重要工艺:上色。具体操作步骤如下:1、预处理,先使用方法对表面进行清洗,使用物理和化学方法都可以,主要的就是使塑料盲沟管露出基体。这样是有利于氧化的完整的进行的,形成的氧化膜也会是致密的,预处理还可以使用一些机械设备处理。2、阳氧化。经过与处理之后的塑料盲沟管,使基体发生阳氧化反应,然后就是会生成致密的氧化薄膜。3、封孔。塑料盲沟管经过阳氧化之后,氧化薄膜上会出现很多的膜孔,封孔就是使这些膜孔封闭,防止氧化膜被污染。公司生产的塑料盲沟有黑色,白色,绿色等,也可以根据客户需求定制!
塑料盲沟由于是立体结构,其空隙率为80-95%,构成空间与管理同且轻便,抗压性能比管结构的树脂强10倍以上,因此,即使因超负荷被压,但由于是立体结构,故残余空隙也达50%以上,不存在不通水的问题,无需考虑会被土压力压坏。是将热塑性合成树脂加热溶化后通过喷咀挤压出纤维丝叠置在一起,并将其相接点熔结而成的三维立体多孔材料。表面开孔庇为95-97%,是有孔管的5倍以上,是树脂网格管的3-4倍,表面吸水率高。抗压强度大,250KPa压力下,其压缩率低于10%。加有抗老化剂,经久耐用,在水下,土中等处入置几十年也能确保稳定。抗压且柔韧,对于弯道等曲位也能施工,十分轻便,若回填深度在10cm左右,还可用推土机进行回填等。由于有以上特点,故对以往传统盲沟出现的各种问题,如不均匀沉降或因超载引起部分闭塞,被压坏导致空隙全无引起功能中断的问题,可通过塑料盲沟材解决。由于采用热熔化方式成型而不使用粘结剂,故不会因粘结剂老化及剥离等而引起崩坏。