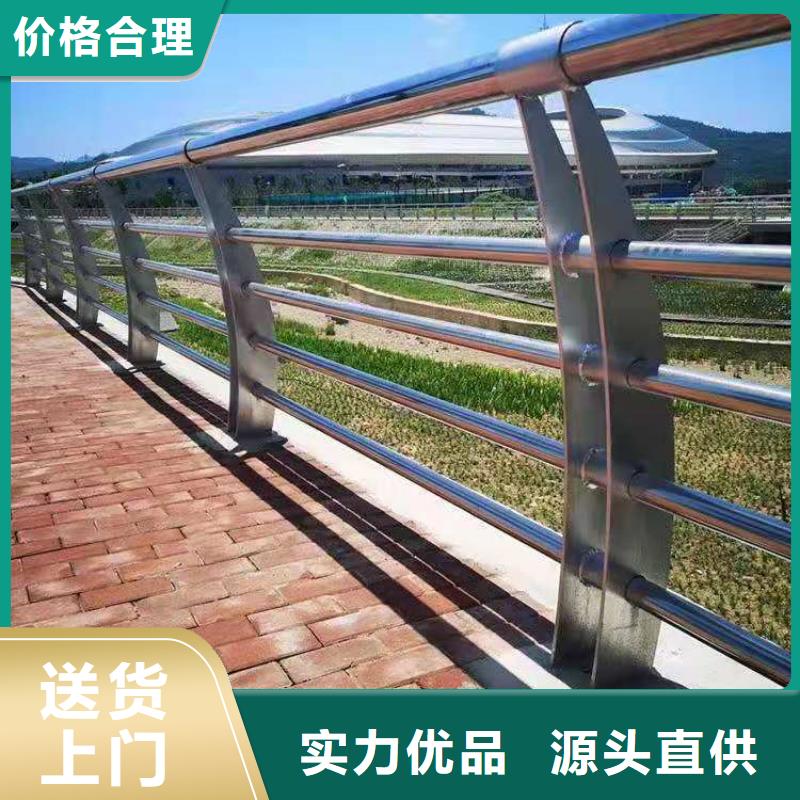








鹤壁在挑选不锈钢防撞护栏、灯光护栏出产厂家的时分,应该挑选的,有必定条件的出产厂家进行加工,这样能够从源头上保证不锈钢防撞护栏的质量。焊接的时分起见仍是满焊,应该选用有内衬的套管,这样能够防止不锈钢防撞护栏接口处有缝隙。应对不锈钢防撞护栏质量问题的办法技巧因选用的管材壁厚度小,在加工弯头时易发作凹瘪,并使管不圆,在对焊时又没有内衬套管,这样焊接后磨平焊缝时,简单将鼓起一端的管壁磨透,应选用厚度合适的管材,对焊时附加内衬套管。鹤壁喷塑护栏静电流化床涂装工艺特点:半成品喷塑护栏上的涂层沿着流化床高度方向存在明显的不均匀度,即使延长涂覆时间也仍然无法克服气态粉雾的浓度与粉末粒度分布有关,在使用中粒度大的粉末得不到有效利用涂层达到一定厚度后,容易发生反离子流的冲击,使涂层产生麻坑和边角崩落现象半成品喷塑护栏通过气态粉雾的空间很方便,容易实现自动化涂覆操作
鹤壁静电喷塑防撞护栏\灯光护栏高速公路护栏的防腐蚀方法通常是粉末浸渍法,起源于流化床法。所谓流化床初是应用于r气体发生器中的油接触分解,然后发展成固-气两相接触工艺,然后逐渐应用于金属涂层中。所以有时也叫“流化床包衣法”。实际工艺是将粉末涂料加入底部多孔、可渗透的容器中,由风机将处理后的压缩空气从底部送入,使粉末涂料翻转到“流态”,成为分布均匀的细粉。公路护栏网的涂装过程分为两个阶段:阶段是固定床阶段,第二阶段是气流输送阶段,在固定床的基础上流量继续增加,床层开始膨胀和松动,床层高度开始增大,每个粉末颗粒漂浮,从原来的位置移动到一定程度,然后进入流化床阶段。其高度随气速的增加而增大,但床层压力不增加。在一定范围内改变流量不影响流体的单位功率。这是流化床的特点,用来进行涂装过程。流化床中粉末流化状态的均匀性是保证涂层均匀性的关键。用于粉末涂料的流化床属于“垂直流态化”。流化数必须通过试验确定。一般可涂覆,流化床中粉末悬浮率可达30≤50%。
鹤壁桥梁灯光护栏氟碳漆喷涂工艺4.罩光漆涂层:罩光漆涂层也称清漆涂层, 主要目的是更有效地增强漆层抗外界侵蚀能力,保护面漆涂层,增加面漆色彩的金属光泽,外观更加颜色鲜明,光彩夺目,涂层厚度一般为5-10微米。三喷涂层总厚度一般为40-60微米,特殊需要的可以加厚。
5.固化处理:三喷涂层一般需要二次固化,铝材进入固化炉处理,固化温度一般在180℃-250℃之间,固化时间为15-25分钟,不同氟碳涂料生产厂家 ,都会根据自己的涂料,提供的温度和时间。氯碳喷涂厂(锔油厂)也有的根据自己经验把三喷时的两次固化改为一次固化。
6.质量检验:质量检验应按AAMA-605.02.90标准。严格的质量检查才能保证高质量喷涂产品。

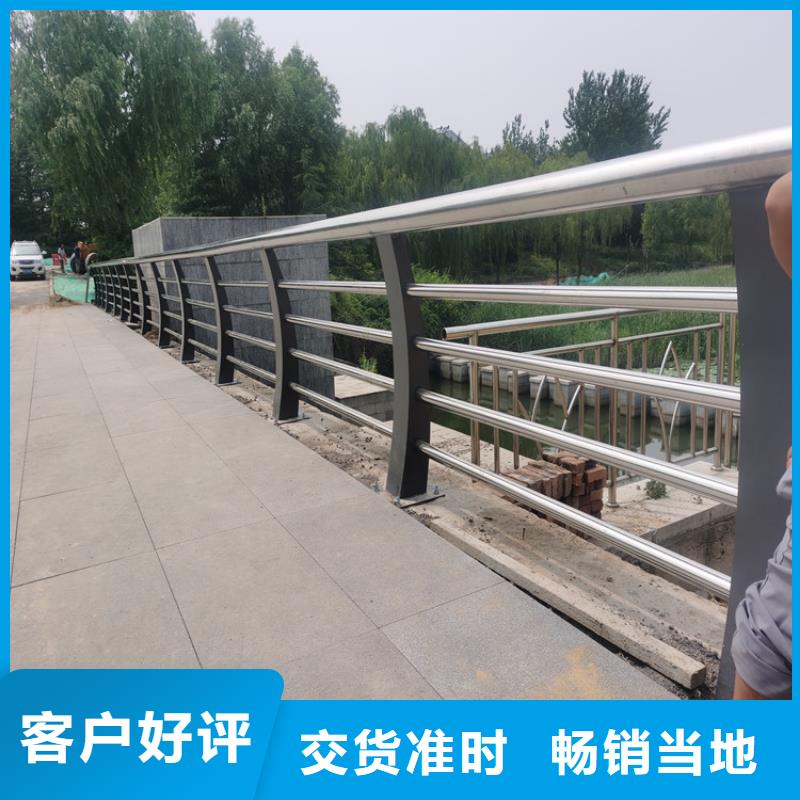
鹤壁灯光护栏、防撞护栏的合理施工。这是什么意思呢?比方在施工图和施工进程中,都不能做到完美,都会遇到一些实践的情况。在施工进程中,除了遵循前面两点以外,也应按照实践的施工情况合理的进行施工。四、多与客户沟通。这一点在施工进程中也是十分重要的一点,对客户兄弟来说,这一点的学习也是十分必要的。由于产品的毕竟使用者是客户自个。产品的功能、作用和性价比都是客户兄弟所寻求的。所以在产品的设备施工进程中,一定要多与客户进行沟通沟通,让产品更能满足客户的需求。多从用户的视点来让产品愈加完美聊城大泰公司在外施工防撞护栏的员工一直秉承着的信念标语。