









球墨铸铁管一般气孔内壁光滑,而此类缺陷内壁含有碳黑状物质,呈蜂窝状,成片聚集,经分析认为此缺陷是在铁液充型过程中部分泡沫塑料包裹在铁液中未能排出,待铁液凝固后所形成。应从合理设计浇注系统,使铁液顺畅充型来避免,当形状复杂时,可在形成缺陷处设置排气冒口。
球墨铸铁铸管件的缺陷如砂眼、气孔、冷隔等,消失模铸件中也会出现,可用保证浇注温度等一般措施加以克服。消失模没有分型面不会发生空腔铸造中所说的跑火现象,它是伴随着塌箱出现的,其危害更大,它会使铁液流入砂箱负压气室或负压管路,严重损坏砂箱或负压系统,要特别注意。

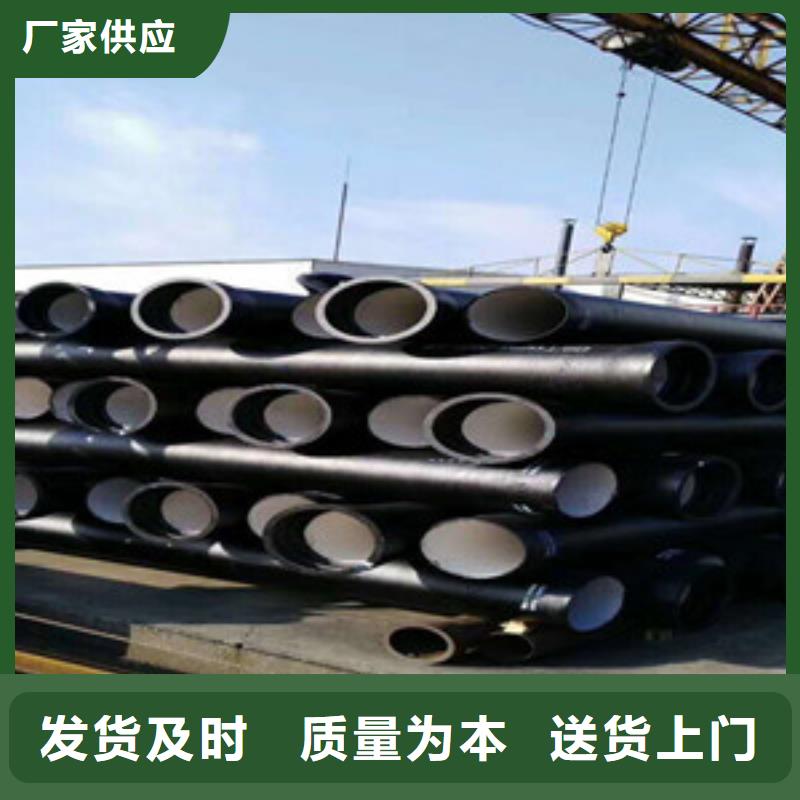
球墨铸铁管的每一根管道,都是经过高质量检验以后,才流入售出的。如此严密的管道,也更让人放心。不单如此,给水球墨铸铁管它本身具有的高抗腐蚀性能,更是其他铁管道所不及的。它的抗腐蚀,更大限度的保障了每一位城市居民所饮用的水源,是完全不会存在任何铁锈杂质的。出铁槽大剂量孕育由各种形式的后孕育所替代是孕育方法发展的大趋势。球墨铸铁管后孕育要讲究孕育剂的粒度大小和粒度均匀性,特别是包口随流孕育和浇注流喷射孕育时,粒度偏大,熔吸不良将在铸件中产生硬点、晶间夹杂物等缺陷。当采用孕育剂时,切忌孕育过量、以防缩孔、气孔和石墨偏聚现象的发生。不仅水源得到了的保障,天然气体的供应,也是及时满足的,不会出现任何供应不足的状况。
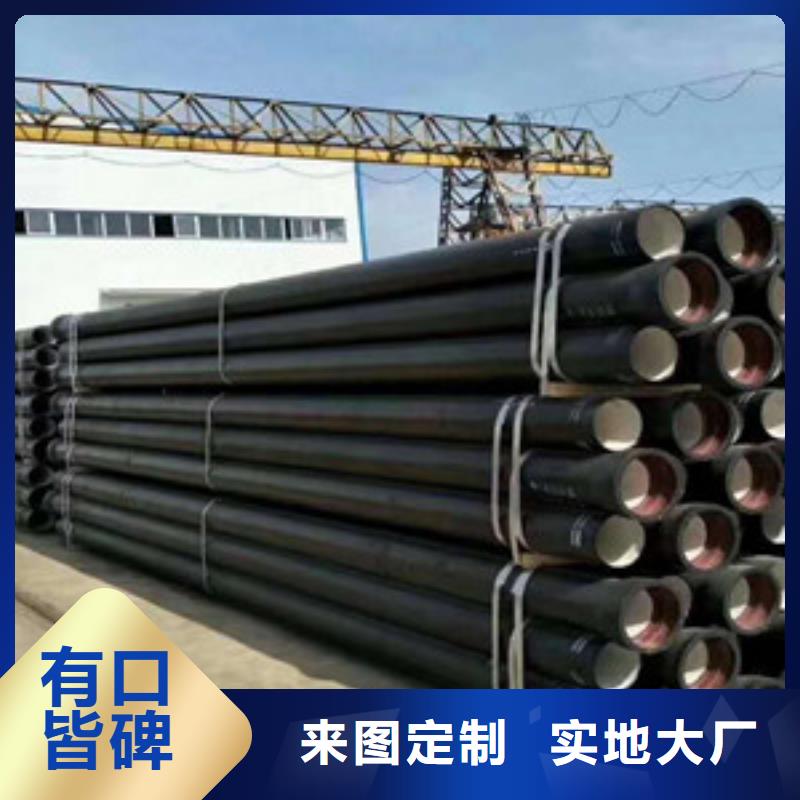
山东聊城格瑞球墨铸铁管的硬度测试可以在铸铁管产品的批次中抽验检测,可规划为三方面,具体可根据双方面的要求商定。其次,还可根据出炉浇注的次数进行检验,由同一炉次浇注,在同一炉作相同热处理,如果需要进行热处理的铸件为一个批次按数量或重量分同一牌号在熔炼工艺稳定的条件。球墨铸铁管采用铸铁焊条进行焊接修补。在大部分人不用水的时间,将有裂纹及渗漏水的地方打磨干净,用环氧树脂涂抹在有裂纹的地方,然后用白纱带或者玻璃丝带包裹一层,然后再涂抹一层环氧树脂,即可修补好。制作两个宽度等于裂纹长度,半径等于铸铁下水管外半径的U型抱箍,先用1--2毫米厚的橡胶板将管道有裂纹及渗漏水的地方包裹起来,然后用制作好的抱箍将橡胶板与管道紧紧抱紧,这样也可以不再漏水了。用合好的快干水泥在裂纹及渗漏水之处包磨一层,然后将水泥抹层临时固定,待水泥凝固后去掉固定物即可。 
球墨铸铁管热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。 球墨铸铁管在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢、有色合金相比,铸造性能较。因此,铁液的利用率高,产品的适用面广。 在材质竞争中,提高铸铁的强度、增加强韧性、内在缺陷,对于减轻铸件重量球墨铸铁管延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理! 