

<海西>神悦钢材有限公司
1.海西Q355B螺旋管采用较低的淬火温度和较短的保温时间,对于高合金钢, 虑到合金元素多,其保温螺旋钢管的导热性差,因此应进行充分的预热(一或多次)。 2.海西Q355B螺旋管对于容易淬裂的部位(如螺纹孔、棱角、凹槽等),要采石棉绳塞住或用铁皮等包好,淬火时应进行适当的预冷,防止因弱环节冷速过快造成保温螺旋钢管的开裂. 3.海西Q355B螺旋管选用缓慢冷却的介质,采用油冷的保温螺旋钢管,应避免在水中冷;掌握好出冷却介质的时间,一般为冷却到保温螺旋钢管的附近立提出空冷;为防止单液淬火时冷却裂纹的产生,可采用髙浓度的或硝盐水溶液作为冷却介质,则可以使形状复杂的工件免除淬火裂的危险。
1、海西防腐螺旋管堆码的原则要求是在码垛稳固、确保的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀; 2、海西防腐螺旋管禁止在防腐钢管垛位四周存放对钢材有侵蚀作用的物品; 3、海西防腐螺旋管垛底应垫高、坚固、平整,防止材料受潮或变形; 4、海西防腐螺旋管同种材料按入库先后分别堆码; 5、海西防腐螺旋管露天堆放的防腐钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形; 6、海西防腐螺旋管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m; 7、海西防腐螺旋管垛与垛之间应留有一定的通道,检查道一般为O.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.Om; 8、海西防腐螺旋管露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈; 9、海西防腐螺旋管垛底垫高,若仓库为向阳的水泥地面,垫高O.1m即可;若为泥地,须垫高O.2~0.5m。若为露天场地,水泥地面垫高O·3~O·5m,沙泥面垫高0.5~O.7m。


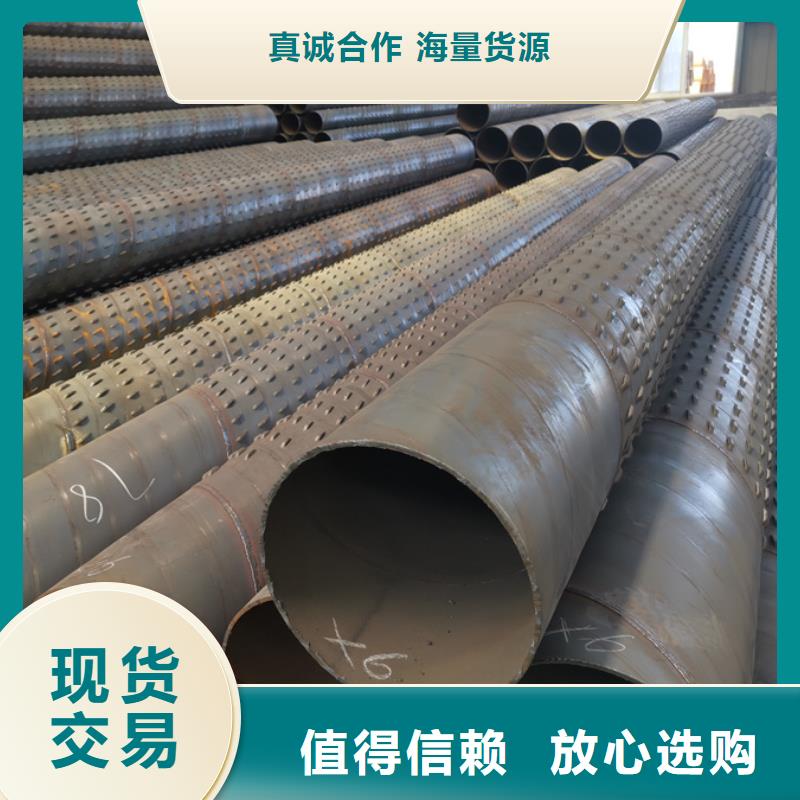
二. 海西防腐螺旋管冲压成形 冲压成形螺旋钢管弯头是早应用于批量生产无缝弯头的成形工艺,目前,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。 与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。 冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。 冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。
采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。 三. 其它的成形方法 除上述三种常用的成形工艺以外,无缝弯头成形还有采用将管坯挤压到外模后,再通过管坯内通球整形的成形工艺。但这种工艺相对复杂、操作麻烦,且成形质量不如前述工艺,故较少采用。 海西防腐螺旋管弯头只能做小口径的,如果管子规格太大,很难买到成品冲压弯头,只能使用焊接弯头。由于焊接弯头焊缝更多,所有使用性能不如冲压弯头,容易被腐蚀漏。且由于冲压弯头是成批生产,所以价格上较焊接弯头便宜。现在有精铸弯头,可以做316L的,抗腐蚀性能更好。
