
 精密钢管安裝整个过程
根据施工图进行管道定位,根据现场情况预制件构件水管支架,接着根据方案设计和现场开进行料,接着用磨光机磨焊接,再进行电焊焊接。焊接时将热轧带钢送进焊管机组,经多道热轧带钢挤压加工,热轧带钢渐渐地卷起,造成有张嘴间隙的环状管坯,调整挤压加工辊的压下量,使电焊焊接间隙控制在1~3mm,并使焊接两侧齐平。如间隙过大,则造成邻近效应减少,涡流热值不足,电焊焊接晶间歇性合较差而导致未电焊焊接或开裂。如间隙过小则造成邻近效应扩张,电焊焊接热值过大,造成电焊焊接热裂;或者电焊焊接经挤压加工、挤压成型后造成深坑,危害电焊焊接表面品质。精密管2
大金钢管制造有限公司
精密钢管安裝整个过程
根据施工图进行管道定位,根据现场情况预制件构件水管支架,接着根据方案设计和现场开进行料,接着用磨光机磨焊接,再进行电焊焊接。焊接时将热轧带钢送进焊管机组,经多道热轧带钢挤压加工,热轧带钢渐渐地卷起,造成有张嘴间隙的环状管坯,调整挤压加工辊的压下量,使电焊焊接间隙控制在1~3mm,并使焊接两侧齐平。如间隙过大,则造成邻近效应减少,涡流热值不足,电焊焊接晶间歇性合较差而导致未电焊焊接或开裂。如间隙过小则造成邻近效应扩张,电焊焊接热值过大,造成电焊焊接热裂;或者电焊焊接经挤压加工、挤压成型后造成深坑,危害电焊焊接表面品质。精密管2
大金钢管制造有限公司
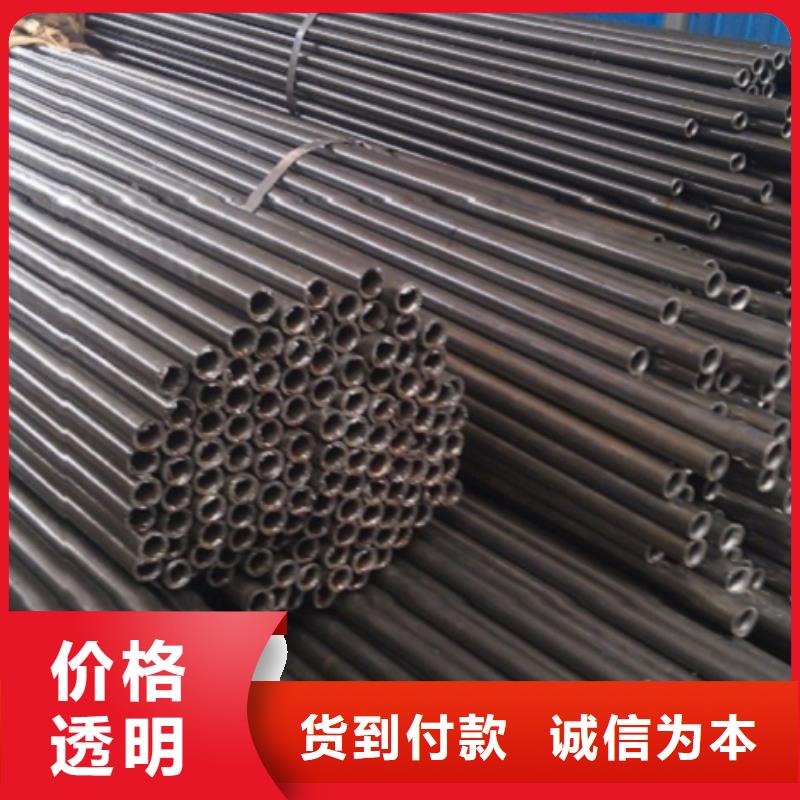
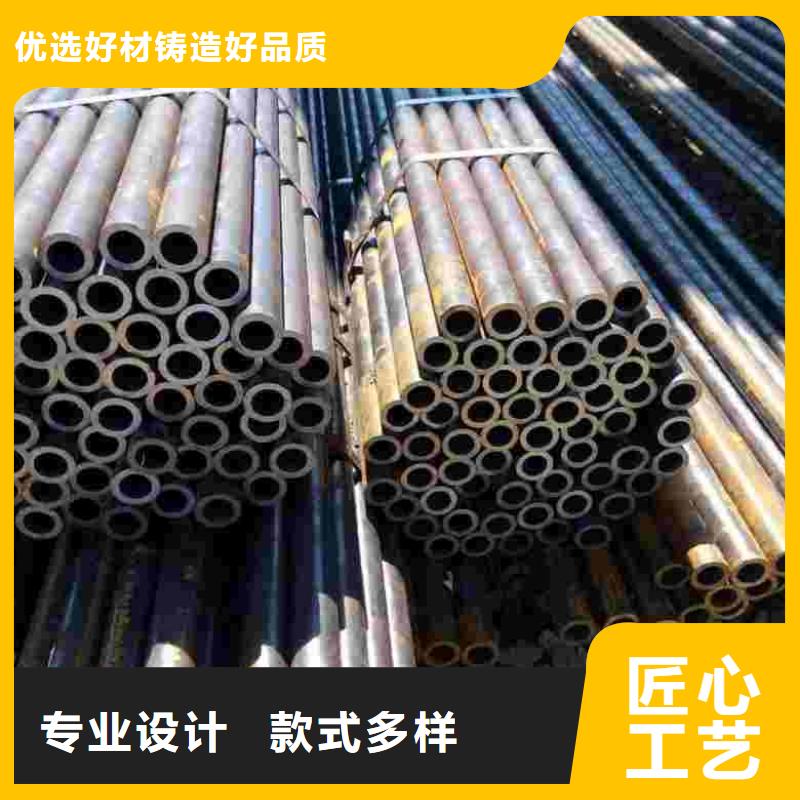
 精密管使用性能的主要因素之一,就是乳化液的含油量过高,乳化液是在冷轧机运作生产制造精密管时不可缺少的溶液,对于精密管的光滑度和致冷具备很重要的作用。
但是乳化液中含有油的成分,高溫下的油会裂化成碳。乳化液中的油在经历高溫成碳之后倘若不能马上,便会积压货在精密管表面,热轧后便会造成印压。
一般为6米,(别的交货长度面议)。p=试验压力kgf/cm2或N/mm2S=无缝管磅级壁厚D=无缝管磅级直徑R=允许压力kgf/cm2或N/mm2为相对性钢材型号强度极限的80%
大金钢管制造有限公司
精密管使用性能的主要因素之一,就是乳化液的含油量过高,乳化液是在冷轧机运作生产制造精密管时不可缺少的溶液,对于精密管的光滑度和致冷具备很重要的作用。
但是乳化液中含有油的成分,高溫下的油会裂化成碳。乳化液中的油在经历高溫成碳之后倘若不能马上,便会积压货在精密管表面,热轧后便会造成印压。
一般为6米,(别的交货长度面议)。p=试验压力kgf/cm2或N/mm2S=无缝管磅级壁厚D=无缝管磅级直徑R=允许压力kgf/cm2或N/mm2为相对性钢材型号强度极限的80%
大金钢管制造有限公司
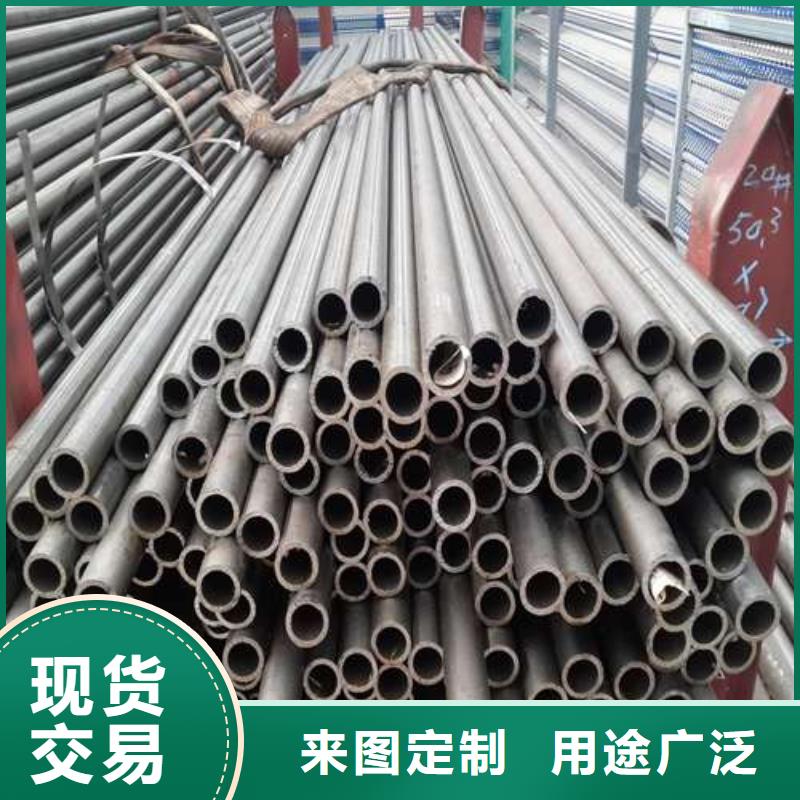
 小口径20#精密管承受摆动载荷时,选择配合的松紧程度,一般与小口径20#精密管承受旋转载荷时选用的配合相同,或者稍紧一些。矫直是保证呈曲线的光亮40cr精密管直线度的一个工艺,并且这个工艺需要人工加机器同时进行的一种技术。光亮40cr精密管的矫直方法:光亮40cr精密管矫直时,同时还应正确的装置和调整入口导板,以确保矫直质量。
开始前应检查矫直机是否正常,来料管子…小口径20#精密管承受摆动载荷时,选择配合的松紧程度,一般与小口径20#精密管承受旋转载荷时选用的配合相同,或者稍紧一些。矫直是保证呈曲线的光亮40cr精密管直线度的一个工艺,并且这个工艺需要人工加机器同时进行的一种技术。光亮40cr精密管的矫直方法:光亮40cr精密管矫直时,同时还应正确的装置和调整入口导板,以确保矫直质量。
小口径20#精密管承受摆动载荷时,选择配合的松紧程度,一般与小口径20#精密管承受旋转载荷时选用的配合相同,或者稍紧一些。矫直是保证呈曲线的光亮40cr精密管直线度的一个工艺,并且这个工艺需要人工加机器同时进行的一种技术。光亮40cr精密管的矫直方法:光亮40cr精密管矫直时,同时还应正确的装置和调整入口导板,以确保矫直质量。
开始前应检查矫直机是否正常,来料管子…小口径20#精密管承受摆动载荷时,选择配合的松紧程度,一般与小口径20#精密管承受旋转载荷时选用的配合相同,或者稍紧一些。矫直是保证呈曲线的光亮40cr精密管直线度的一个工艺,并且这个工艺需要人工加机器同时进行的一种技术。光亮40cr精密管的矫直方法:光亮40cr精密管矫直时,同时还应正确的装置和调整入口导板,以确保矫直质量。

