您的位置>首页 >海南当地产品News >
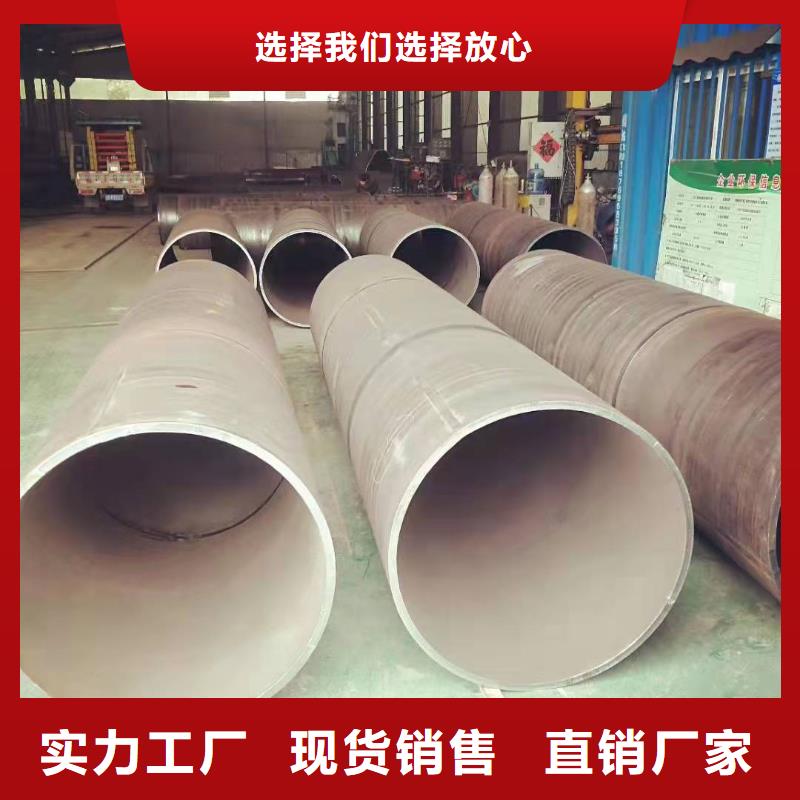
临高县钢板卷筒的板厚处理钢管桩焊接推荐货源
更新时间: 2024-11-13 03:32:10 浏览次数:1
以下是:临高县钢板卷筒的板厚处理钢管桩焊接推荐货源的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 100 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1支订 |
|---|
| 质量等级 | 1级 |
|---|
| 是否厂家 | 生产厂 |
|---|
| 产品材质 | 235b等 |
|---|
| 产品品牌 | 山特金属 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 可加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 吨 |
|---|
| 产品颜色 | 碳黑 |
|---|
| 质保时间 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 适用领域 | 管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 3年 |
|---|
| 产品功率 | 32 |
|---|
| 工作温度 | 常温 |
|---|
| 公司品牌 | 山特金属 |
|---|
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 椭圆度 | 正负3MM |
|---|
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 适用区域 | 电力 化工 设备 管道 电机壳等 |
|---|
以下是:临高县钢板卷筒的板厚处理钢管桩焊接推荐货源的图文视频
导读 临高县钢板卷筒的板厚处理钢管桩焊接货源,山特金属制品有限公司为您提供临高县钢板卷筒的板厚处理钢管桩焊接货源产品案例,联系人:张经理,电话:13863598006、15206358344,QQ:940273024,发货地:聊城经济开发区汇通国际金属物流园发货到海南省 海口市、三亚市。 海南省 海南省是中国的经济特区、自由贸易试验区。历史上的火山喷发,在海南岛留下了许多死火山口;岛上温泉分布广泛,多数温泉矿化度低、温度高、水量大、水质佳,属于治疗性温泉。具有历史意义的古迹主要有为纪念李德裕等历史名臣而修建的五公祠,苏东坡居琼遗址东坡书院以及为纪念苏轼而修建的苏公祠,清代雷琼兵备道焦映汉所修建的琼台书院,明代名臣丘浚墓,明代大清官海瑞墓,相传受汉光武帝派遣率兵入海南的将军马援为拯救兵马而下令开凿的汉马伏波井,以及崖州古城、韦氏祠堂、文昌孔庙等。
放样下料
必须用钢卷尺对钢板进行检查,并找正。钢材的放样尺寸按钢板卷管的中径计算,放样后在钢板上打上样冲,并标出钢板的中心线。管道坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法。火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等干净。采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整,切口上不得产生裂纹,并不宜有大于10mm的缺棱,切割后应边缘上的氧化物、熔瘤和飞溅物等。机械加工时,加工表面不应出现台阶。对接坡口根据工艺及规范的要求进行加工,簿板一般采用V型坡口,厚板采有X型坡口,对于小于6mm的板材,可不加工坡口,但在反面焊接时,必须砌底清根。切口或坡口边缘上的缺棱,当其为1~3mm时,可用机械加工或修磨平整,但不能超过的1/10;当缺棱或沟槽超过30mm时则用Φ3.2以下的低氢型焊条补焊,并修磨平整。






总结 临高县钢板卷筒的板厚处理钢管桩焊接货源_山特金属制品有限公司,固定电话:15206358344,移动电话:13863598006,联系人:张经理,QQ:940273024,经济开发区汇通国际金属物流园 发货到 海南省。