

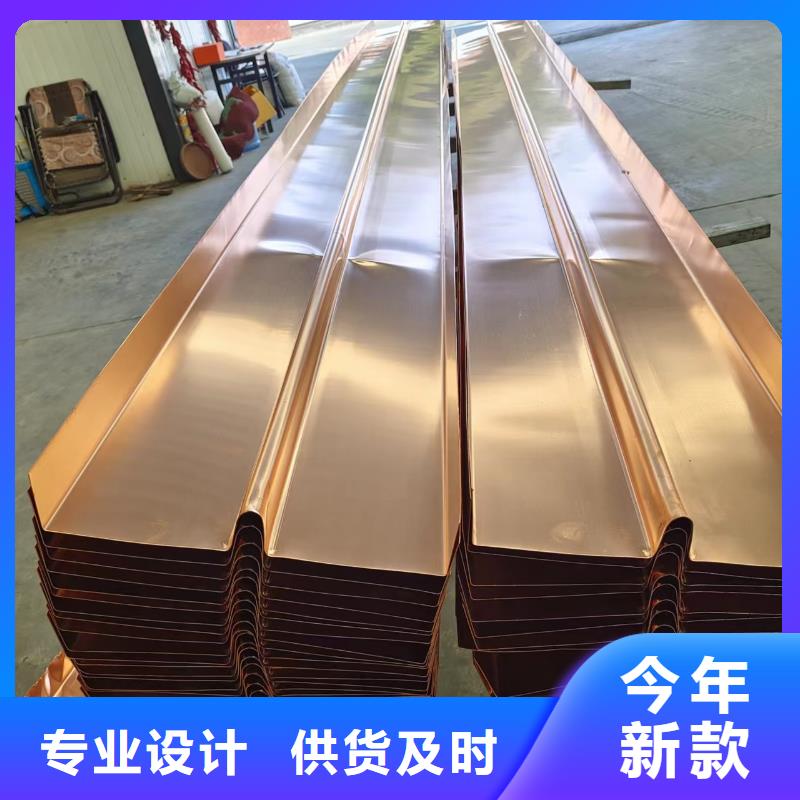
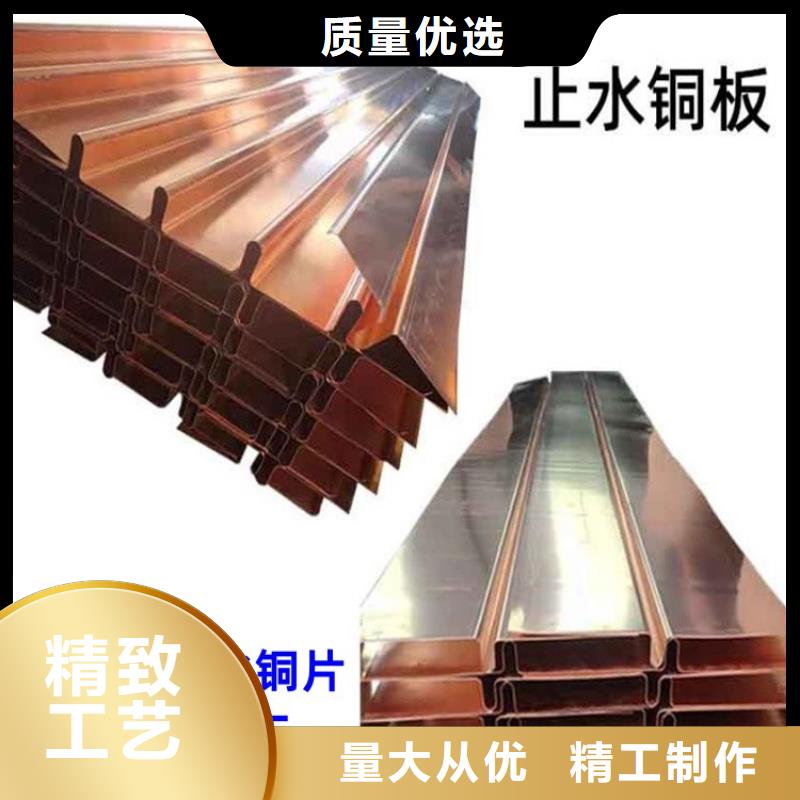
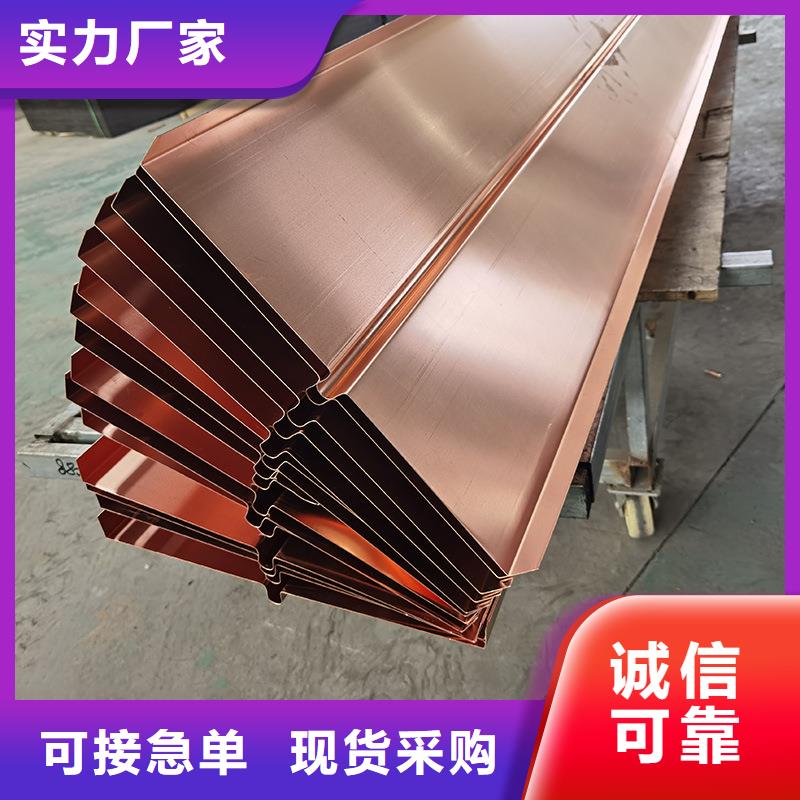
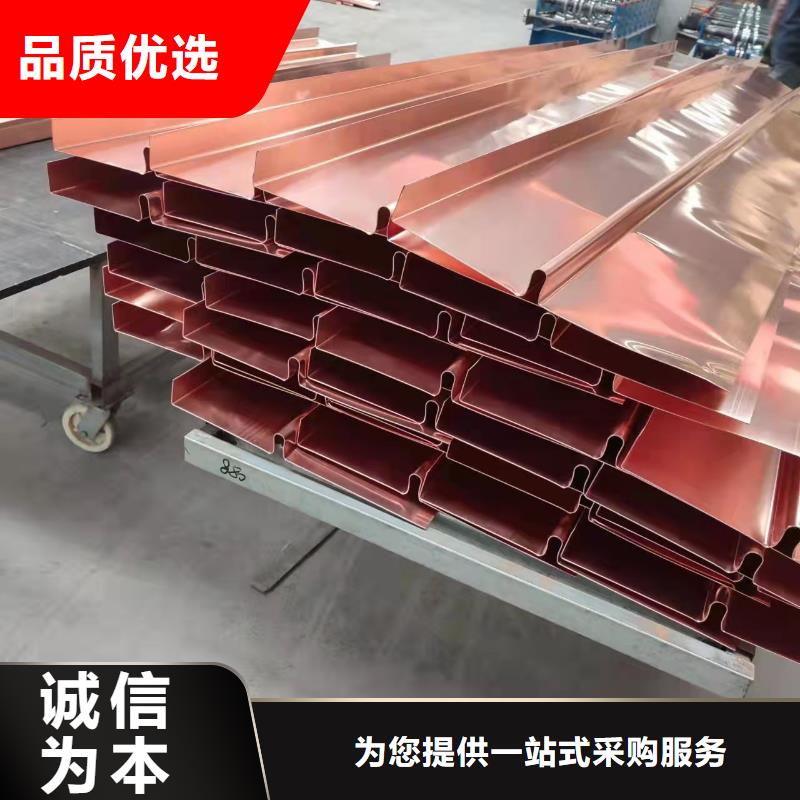
止水铜片的焊接所用的电压、电流、焊速、弧高四者是焊接质量的决定性因素,四者选择恰当,才能有 适当的温度和良好的熔化,海口止水铜片才能保证止水铜板焊缝与封底的质量要求。 1.电压:焊1.5毫米厚的止水铜片,采用28-35伏。弯边高电压可较大,弯边低电压可较小。 2.电流:采用140-190安培 3.焊速:以每分钟0.8-1米为适。 4.弧高:一般弧高8-10毫米,起焊在100毫米范围,收焊时,速度更快些,避免穿孔。 对紫铜止水带施焊时应以熔边的中心线作为焊接中心这样才嫩更好的熔化和封底。

免费热线服务:


止水铜片的焊接所用的电压、电流、焊速、弧高四者是焊接质量的决定性因素,四者选择恰当,才能有 适当的温度和良好的熔化,海口止水铜片才能保证止水铜板焊缝与封底的质量要求。 1.电压:焊1.5毫米厚的止水铜片,采用28-35伏。弯边高电压可较大,弯边低电压可较小。 2.电流:采用140-190安培 3.焊速:以每分钟0.8-1米为适。 4.弧高:一般弧高8-10毫米,起焊在100毫米范围,收焊时,速度更快些,避免穿孔。 对紫铜止水带施焊时应以熔边的中心线作为焊接中心这样才嫩更好的熔化和封底。