
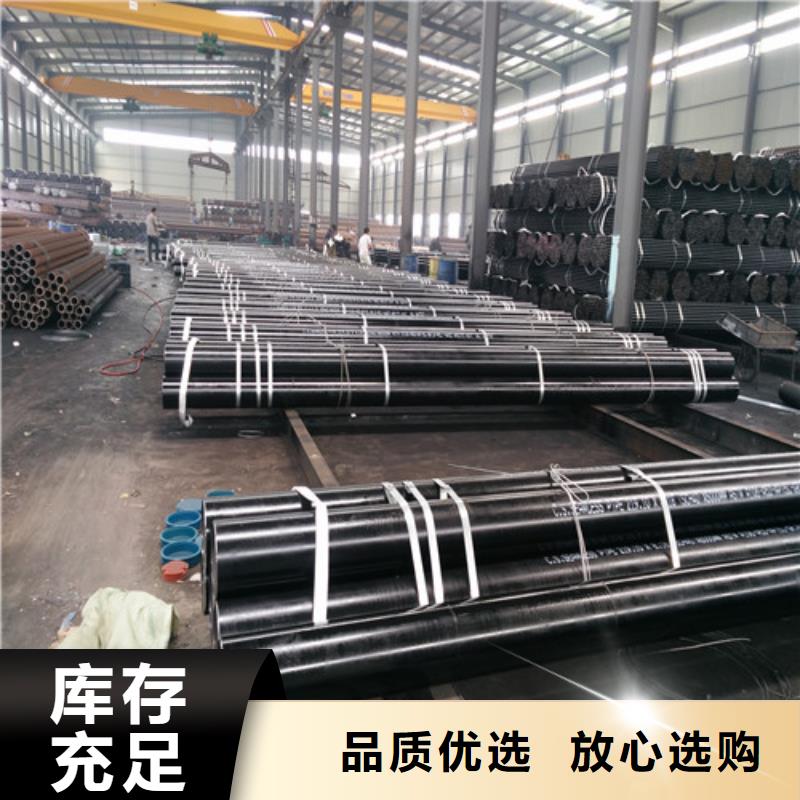
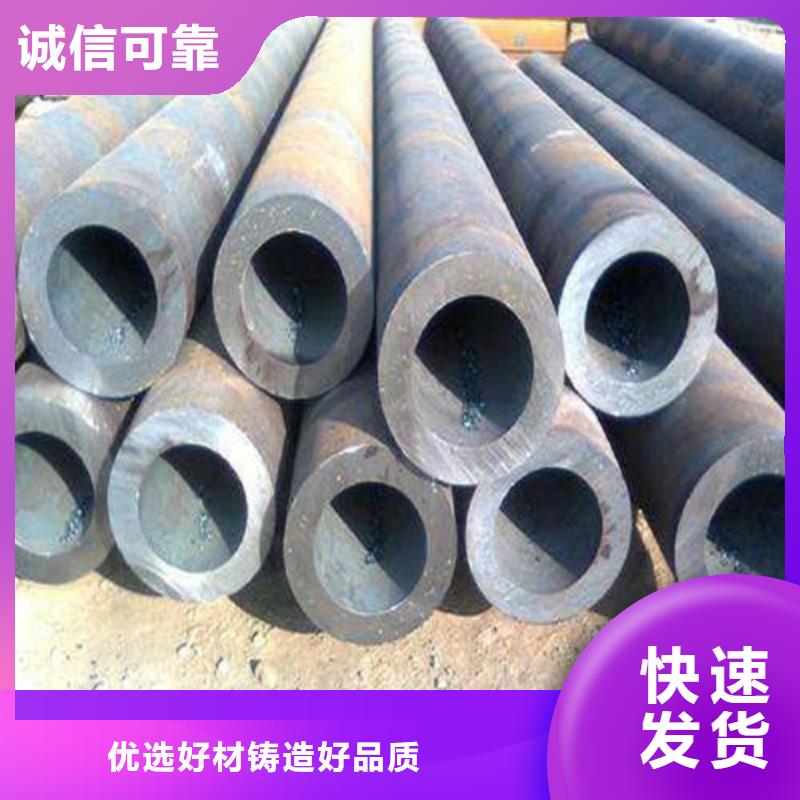




直缝焊钢管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。
补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。
焊管工艺流程
原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。
特点
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
偏差和公差A、偏差:在生产过程中,由于实际尺寸难于达到公称尺寸要求,即往往大于或小于公称尺寸,所以标准中规定了实际尺寸与公称尺寸之间允许有一差值。差值为正值的叫正偏差,差值为负值的叫负偏差。B、公差:标准中规定的正、负偏差值值之和叫做公差,亦叫"公差带"。偏差是有方向性的,即以"正"或"负"表示;公差是没有方向性的,因此,把偏差值称为"正公差"或"负公差"的叫法是错误的。交货长度交货长度又称用户要求长度或合同长度。标准中对交货长度有以下几种规定:A、通常长度(又称非定尺长度):凡长度在标准规定的长度范围内而且无固定长度要求的,均称为通常长度。例如结构管标准规定:热轧(挤压、扩)钢管3000mm~12000mm;冷拔(轧)钢管2000mm~10500mm。B、定尺长度:定尺长度应在通常长度范围内,是合同中要求的某一固定长度尺寸。但实际操作中都切出定尺长度是不大可能的,因此标准中对定尺长度规定了允许的正偏差值。
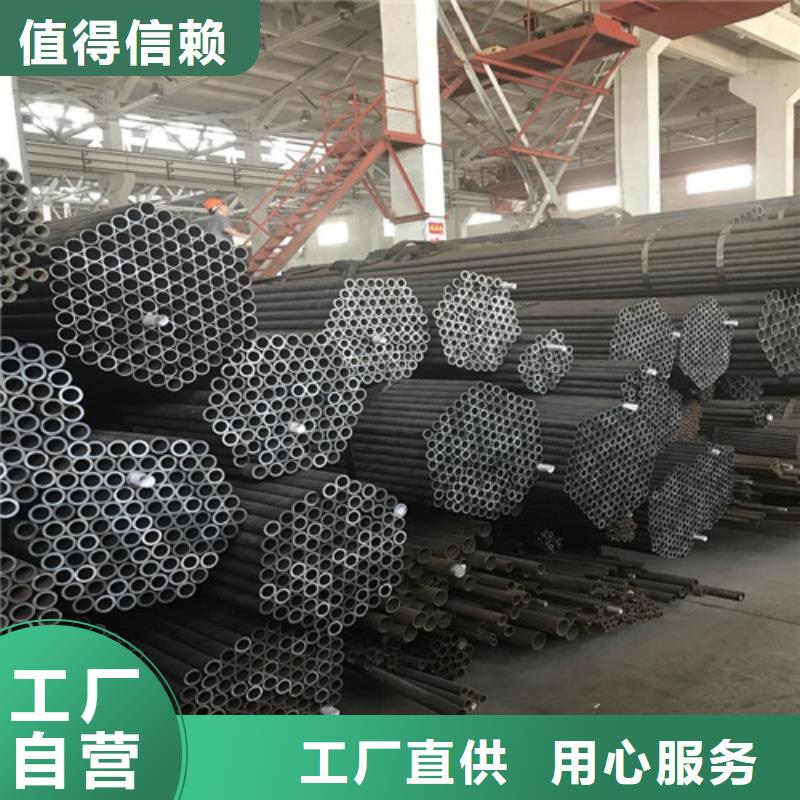
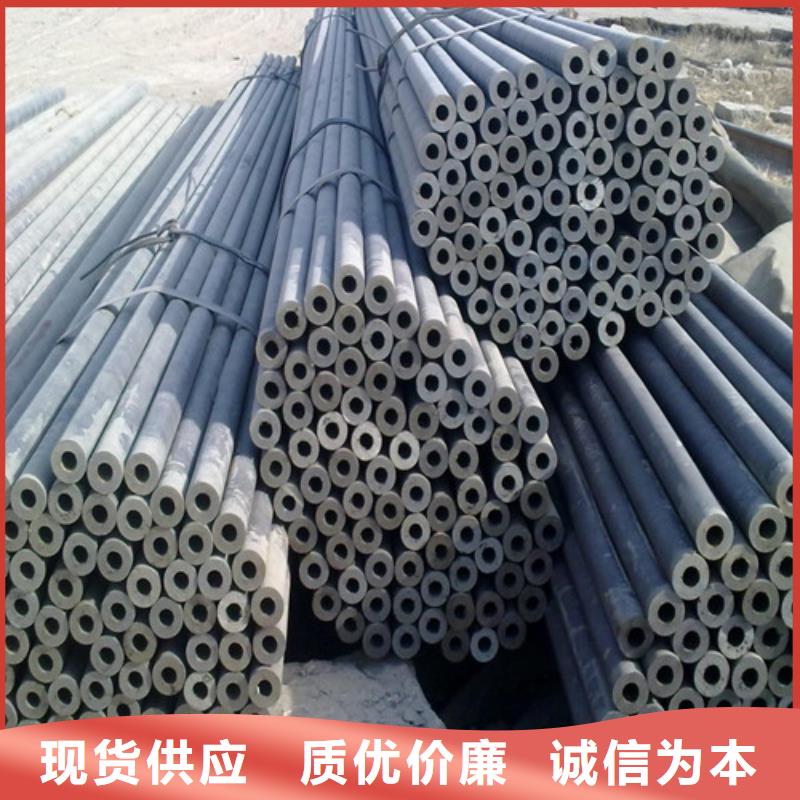
流体管是一种具有中空截面,从头到尾的没有焊缝的钢管。钢管具有中空截面,大量用作输送流体的管输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。
流体管是专门用于输送具有流体性质介质的管材。
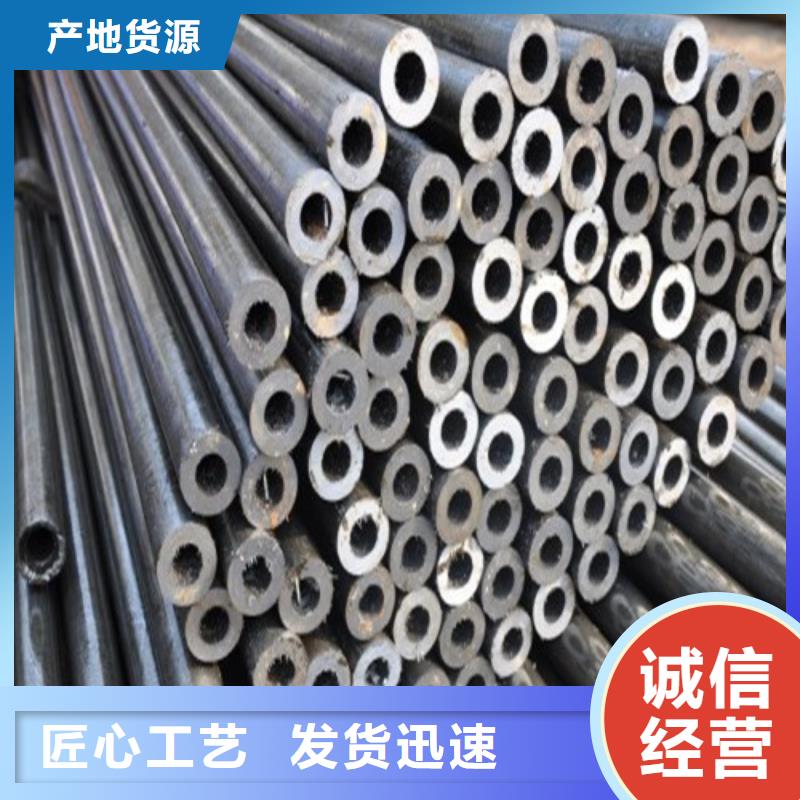
具有流体性质的介质,除了如水、油、溶液等液体介质以外,水泥,粮食,煤粉等固体介质,在一定条件下也可以流动。
流体管
流体管(3张)
流体管可以用钢材制造,也可以用铜,钛等有色金属制造,甚至可以由塑料等非金属材料制造。
流体管必须具有中空截面,但也可以是方形,三角形或其它任何形状,有些装备受条件限制,就必须采用矩形管,但是绝大多数还是使用圆管。圆管在所有几何截面中具有小的周长/面积比,即在使用同样数量材料的条件下,可以获得 的内截面。
虽然说每一个试验机厂家对包头流体钢管拉伸都很熟悉,但是真正完全能够把标准以及标准后面的理由吃透的厂家并不多,当前每一个试验机厂家在指导用户完成包头流体管拉伸试验的时候一般是从他们自己设备的能力出发,以简单的方式来完成试验,比如全部以横梁位移的速度来完成整个试验过程。包头流体管拉伸试验还是有很多细节问题非常值得我们重视。
首先是拉伸速度的问题。在弹性变形阶段,包头流体管的变形量很小而拉伸载荷迅速增大。这时候如果以横梁位移控制来做拉伸试验,那么速度太快会导致整个弹性段很快就被冲过去。以弹性模量为200Gpa的普通包头流体管为例,如果标距为50mm的材料,在弹性段内如以10mm/min的速度进行拉伸试验,那么实际的应力速率为 200000N/mm2S-1×10mm/min×1min/60S×1/50mm=666N/mm2S-1 一般的包头流体管屈服强度就小于600Mpa,所以只需要1秒钟就把试样拉到了屈服,这个速度显然太快。所以在弹性段,一般都选择采用应力速率控制或者负荷控制。塑性较好的材料试样过了弹性段以后,载荷增加不大,而变形增加很快,所以为了防止拉伸速度过快,一般采用应变控制或者横梁位移控制。所以在GB228-2002里面建议了,“在弹性范围和直至上屈服强度,试验机夹头的分离速率应尽可能保持恒定并在规定的应力速率的范围内(材料弹性模量E/(N/mm2)<150000,应力速率控制范围为2—20(N/mm2)·s-1、包头流体管弹性模量E/(N/mm2)≥150000,应力速率控制范围为6—60(N/mm2)·s-1=。若仅测定下屈服强度,在试样平行长度的屈服期间应变速率应在0.00025/s~0.0025/s之间。平行长度内的应变速率应尽可能保持恒定。
