



更新时间:2024-12-28 10:32:02 浏览次数:1 公司名称: 宏钜天成钢管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 加工定制 |
| 供货总量 | 3000吨 |
| 运费说明 | 卖家负责 |









目前的弯头加工通常采用弯曲的方法加工,生产过程中使用的设备多为通用机械压力机和液压机,有时有效使用专用弯曲压力机,弯头加工通常使用该液压设备,该设备用三辊轧机确定圆三点,有效地使平板连续弯曲,使两个驱动辊和压力机.在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。
目前使用的弯管加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。
如今了解到弯管加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯管的直径,减少大量的人力物力,提弯管高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出独特的优势,因此满足了应用需求。
在加工弯头时,对弯曲有一定的要求。
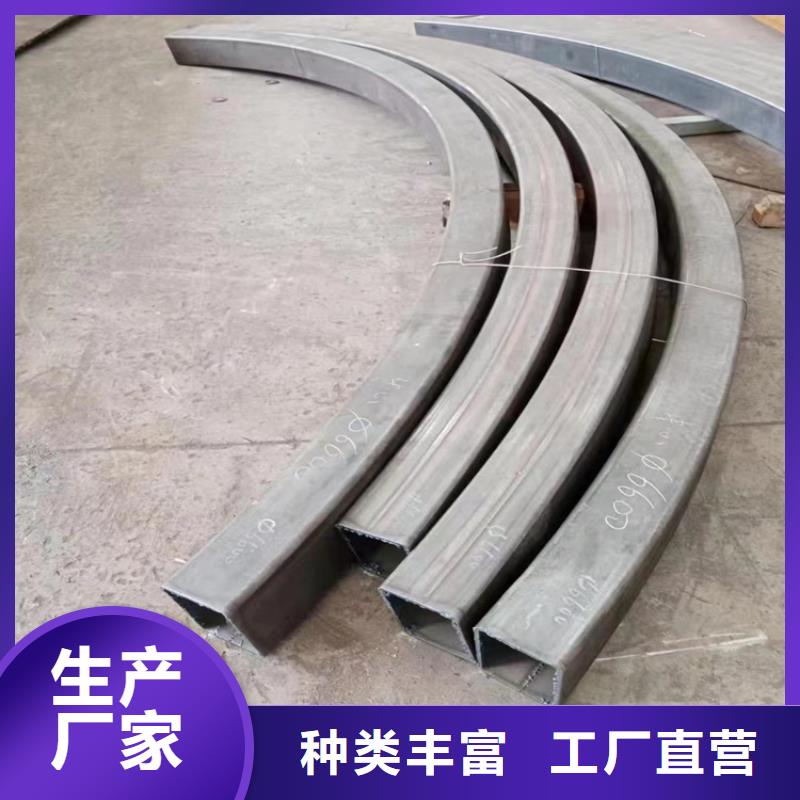
并在加工弯管过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯管机,其设置在机床上的弯管加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯管加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。
现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。
在我们的日常生活中,各种弯头商品五花八门,另外有关弯管加工技术性和水准也愈来愈,让我们的生活起居产生了十分多的便捷。但是商品在生产加工的全过程中也会出現一些小问题,例如在生产加工的全过程中出現了微裂痕,造成成形的商品出現缺点等,危害市场销售。
充分考虑这一缘故,我们在开展弯管加工的全过程中,不但要选用的技术性加工工艺开展解决,另外还必须采用适度的对策加以控制。例如在商品生产加工的全过程中,假如溫度超出一定范畴得话,那麼商品的表层会出現一定水平的形变,那样商品的表层会出現许多 的细裂痕。因此在生产过程中必须有效操纵其的溫度状况。
自然,往往会出現那样的难题,一方面是因为溫度不科学,另一方面的缘故是常用材料品质不合格。因此在弯管加工期内将会会出現因髙速形变会造成生产加工的机器设备出現毁坏的状况。那麼,这种裂痕是怎样产生的呢?实际上,这种裂痕的出現必须一定的标准。

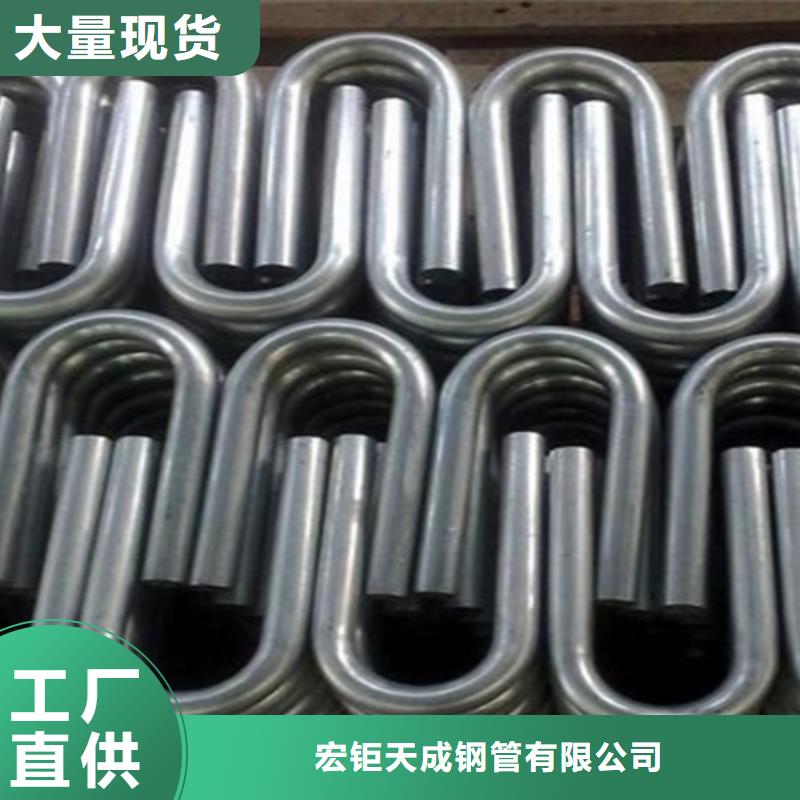
管件常见弯管方法及其7种弯管方式详解接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。辗压式旋转:用竖柱式或竖式弯曲机弯曲模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。带纠正的折弯:这类折弯方式水管不容易挤扁。芯轴式挤弯:这类挤弯一般为热挤拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。
高频热弯机是采用高频感应加温,将产品在局部加热的条件下开展坎坷。高频弯管工艺是目前各种各样弯管制造过程中经济发展合理的一种。
高频弯管的过程是将感应线圈包裹在无缝钢管的弯曲部分,用机械设备的臂卡住管接头,在感应线圈中进入高频电流加热无缝钢管。当无缝钢管的温度升高到可塑性时,无缝钢管后连接端机械设备的驱动力得到和轧制。弯曲的无缝钢管部分用冷却液快速冷却,使弯管在加热、促进、轧制和制冷时不断轧制。让我们来看看高频弯管的加热过程吧!
高频热弯机的升温工艺流程:
1、按管道规范选装好感应线圈,从而使液压机管理体系处在准备作业情况;
2、管道上机操作到位,测量起弯点,夹持工装夹具,启动供电阀,查询冷却循环水射流情况;
3、确定以上各类正常后,即作磁感应插电;
4、待管道电磁感应加热至适度坎坷环境温度,打开液缸走刀工作油道,作促进坎坷;
5、调研并校对坎坷情况,完成坎坷近视度数后马上中断液缸姿势,一起中断磁感应插电;
6、关掉冷却循环水,松掉拧紧工装夹具,或反复以上全过程持续坎坷,或卸掉坎坷后管道。
高频热弯机主要用来加温直缝钢管、无缝管,通过中频感应加热后,抵达功效才可以生产制造。
中频感应炉弯管是一种前沿的弯管方法。但是,倘若弯管加工工艺不当之处,也许展现管件金属材料分配懈怠危害状况。这类危害体现为一种细小的位错裂痕,对管材的物理性能及使用期限有一定的不利影响。高频弯管的加温经营规模窄,壁厚表中环境温度不均匀,在弯管过程中管件遭受急冷骤热,这也是其本身原有的缺陷。