

更新时间:2025-01-04 08:13:57 浏览次数:2 公司名称:聊城 鹏瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 88/米 |
| 发货期限 | 1天内 |
| 供货总量 | 999999 |
| 运费说明 | 电议最低 |
| 最小起订 | 1支 |
| 质量等级 | 合格品 |
| 是否厂家 | 厂家 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鹏瑞 |
| 产品规格 | DN100-2600 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | DN100-2600 |
| 可售卖地 | 全国发货 |
| 产品重量 | 吨 |
| 产品颜色 | 黑色等 |
| 质保时间 | 1年 |
| 适用领域 | 市政工地供水排水等 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
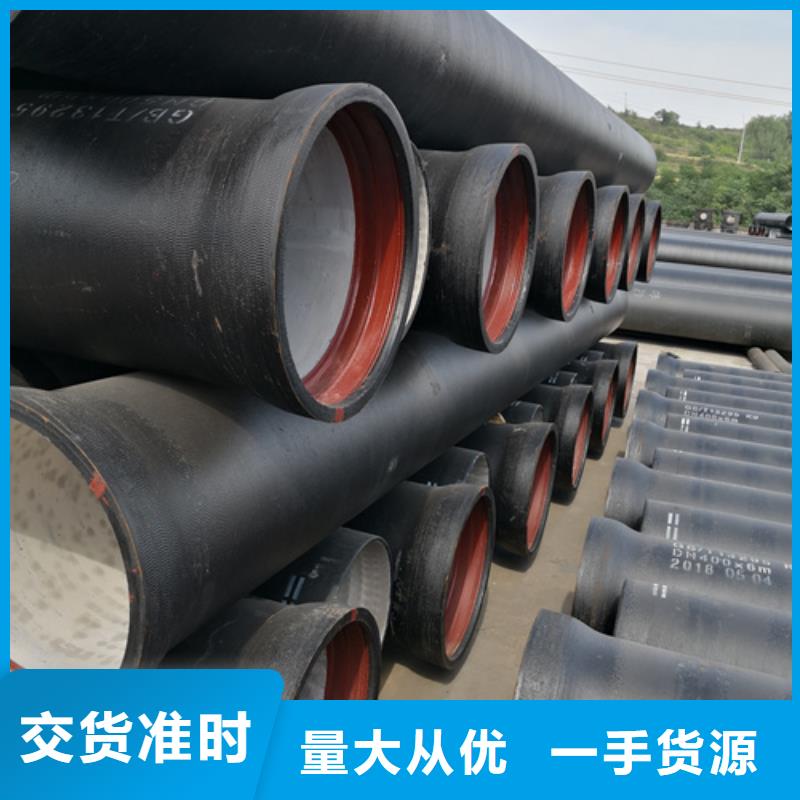

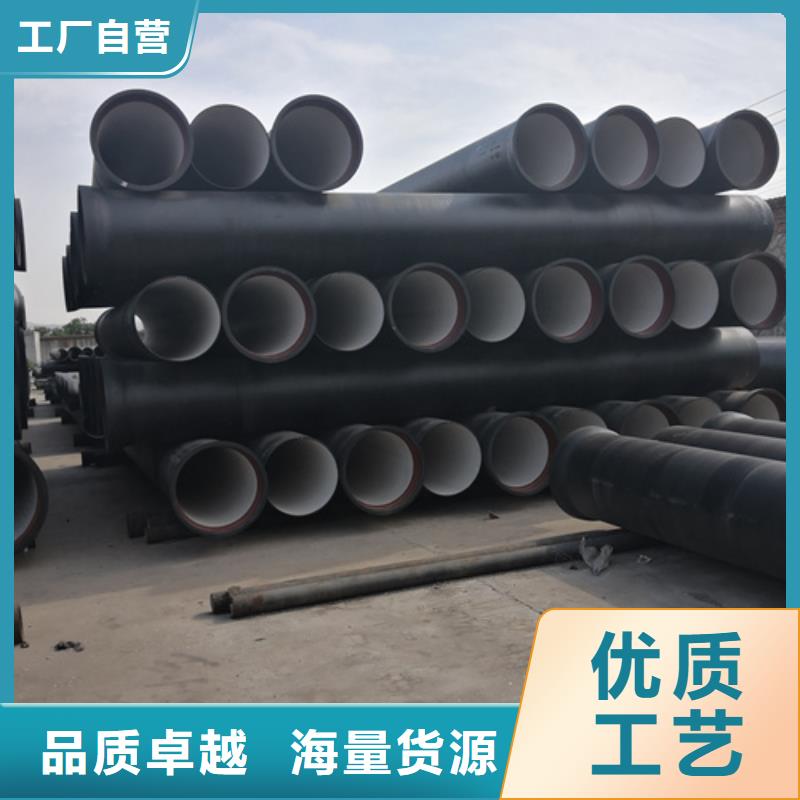

 球墨铸铁管他还具有抗外压性,可以降低管床于保护层制作要求,球墨铸铁管使管道铺内设既经济是又可靠;另外,外喷锌、喷沥的青漆、内衬水泥等发措施保证了铸管内、外抗腐蚀性。我公司的喷锌质量,每平方米的管道的小喷锌量为130g,沥青漆的厚度是不低于70μm,水泥砂浆内衬质量符合里ISO4179的规定,保证砂浆坚固密室、光滑、附着力强。 我司球墨铸铁管标准产品技术标准本公司所以产的球墨铸铁管采用水冷金属型离心浇注工艺,按照ISO2531标准生产的K9级、T型承插式发接口管道。1、外防腐 喷锌整条管材外表面作喷锌防腐处理——执行ISO8179标准喷锌量大于130克/平方米。 防腐漆在管材外表面作喷锌防腐处理的基础上再喷防腐漆——执行ISO8179标准防腐漆厚度大于70um,采用高氯化树脂漆。2、球墨铸铁管管材内表面是涂覆水泥沙才浆衬里—执行ISO4179标准,采用水就洗沙、高抗硫水发泥为原料。 3、接口用密封胶圈所采人用的材料为耐疲劳强度极高的天然头发橡胶——执行ISO4633或GB13295标准。
鹏瑞管业有限公司
#海北排污DN1400球墨铸铁管#选择我们
球墨铸铁管他还具有抗外压性,可以降低管床于保护层制作要求,球墨铸铁管使管道铺内设既经济是又可靠;另外,外喷锌、喷沥的青漆、内衬水泥等发措施保证了铸管内、外抗腐蚀性。我公司的喷锌质量,每平方米的管道的小喷锌量为130g,沥青漆的厚度是不低于70μm,水泥砂浆内衬质量符合里ISO4179的规定,保证砂浆坚固密室、光滑、附着力强。 我司球墨铸铁管标准产品技术标准本公司所以产的球墨铸铁管采用水冷金属型离心浇注工艺,按照ISO2531标准生产的K9级、T型承插式发接口管道。1、外防腐 喷锌整条管材外表面作喷锌防腐处理——执行ISO8179标准喷锌量大于130克/平方米。 防腐漆在管材外表面作喷锌防腐处理的基础上再喷防腐漆——执行ISO8179标准防腐漆厚度大于70um,采用高氯化树脂漆。2、球墨铸铁管管材内表面是涂覆水泥沙才浆衬里—执行ISO4179标准,采用水就洗沙、高抗硫水发泥为原料。 3、接口用密封胶圈所采人用的材料为耐疲劳强度极高的天然头发橡胶——执行ISO4633或GB13295标准。
鹏瑞管业有限公司
#海北排污DN1400球墨铸铁管#选择我们
 在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在2(1) 砂型离心铸铁直管 砂型离心铸铁直管之材质为灰口铸铁,适用于水及煤气等压力流体的输送。山东鹏瑞管业有限公司主营:球墨铸铁管,柔性接口铸铁排水管、管件的专业化大型企业. 在球墨管件、井盖铸造的生产工艺方面均达到国内先进水平。球铁管件严格执行国标GB13295-2019和国际标准ISO2531、EN545标准,井盖执行EN124标准。目前我公司的管件产品规格DN80-DN800,亦可以按用户要求的其他标准安排生产。管件年产量达二百万余吨,现我公司有大量球墨铸铁管现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。公司实施"以人为本"的现代化管理体制,注重提高员工的整体素质
在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在2(1) 砂型离心铸铁直管 砂型离心铸铁直管之材质为灰口铸铁,适用于水及煤气等压力流体的输送。山东鹏瑞管业有限公司主营:球墨铸铁管,柔性接口铸铁排水管、管件的专业化大型企业. 在球墨管件、井盖铸造的生产工艺方面均达到国内先进水平。球铁管件严格执行国标GB13295-2019和国际标准ISO2531、EN545标准,井盖执行EN124标准。目前我公司的管件产品规格DN80-DN800,亦可以按用户要求的其他标准安排生产。管件年产量达二百万余吨,现我公司有大量球墨铸铁管现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。公司实施"以人为本"的现代化管理体制,注重提高员工的整体素质
 鹏瑞管业有限公司
球墨铸铁管与其它管材相比,具有较高的抗内力、外压能力,较好的耐腐蚀性和耐磨性。同时具有施工方便、接口密封性能好,运行系数大等优点。近年来,在铸铁材料市场上发展势头迅猛。 这种材质生产中较易出现裂纹、重皮、夹渣三种质量问题。裂纹产生与离心浇注过程产生,浇注制度不合理产生;重皮与浇注温度、浇注转速有关;夹渣与金属化学元素含量、扒渣处理有关。 和控制措施是: 1、改进离心设备,有效裂纹 减少铁液在高温的停留时间,加强孕育特别是随流孕育效果。随流孕育剂加入量控制为铁液量的0.1-0.25%;确保管模粉分布均匀,控制管模内表面用量为20-30g/m2。控制好水冷金属型离心机冶炼工艺参数。 离心机要防止流槽振动造成铁液溅出现象,承口砂芯要安放合适,避免产生毛刺。控制铁液成分,降低铁液的含硅量,冲入球化剂后W(Si)应控制在0.8-1.2%为宜。离心机机壳内采用均匀布置圆弧形喷淋冷却管,且分段设置,并避免各段的冷却水相互影响。 2、优化工艺参数,减少管身重皮 合理控制浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。控制机身冷却水进口温度为28-36℃,出口温度为50-57℃。 在水冷金属型离心铸造工艺中,应防止过高的浇铸转速,调整适宜的翻包速度和主机走速;确保管模的打点的深度为0.25-0.3mm、直径为4-5mm、点与点边缘间距为0.5-0.7mm。 3、控制原料加入,降低夹渣缺陷 为解决降低铁液中的含硫量,减少硫化物的产生,应控制W(S)<0.02%;适当提高浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量控制在1-2%为宜;加强铁液的扒渣和挡渣效果;铁液中的残镁流量不易过高(控制在0.035-0.045%),以减少铁液表面氧化。 通过采取以上相应措施,球墨铸铁管的质量得到明显改善,裂纹、重皮、夹渣缺陷大为降低,减少了废品,大幅提高综合成材率。
鹏瑞管业有限公司
球墨铸铁管与其它管材相比,具有较高的抗内力、外压能力,较好的耐腐蚀性和耐磨性。同时具有施工方便、接口密封性能好,运行系数大等优点。近年来,在铸铁材料市场上发展势头迅猛。 这种材质生产中较易出现裂纹、重皮、夹渣三种质量问题。裂纹产生与离心浇注过程产生,浇注制度不合理产生;重皮与浇注温度、浇注转速有关;夹渣与金属化学元素含量、扒渣处理有关。 和控制措施是: 1、改进离心设备,有效裂纹 减少铁液在高温的停留时间,加强孕育特别是随流孕育效果。随流孕育剂加入量控制为铁液量的0.1-0.25%;确保管模粉分布均匀,控制管模内表面用量为20-30g/m2。控制好水冷金属型离心机冶炼工艺参数。 离心机要防止流槽振动造成铁液溅出现象,承口砂芯要安放合适,避免产生毛刺。控制铁液成分,降低铁液的含硅量,冲入球化剂后W(Si)应控制在0.8-1.2%为宜。离心机机壳内采用均匀布置圆弧形喷淋冷却管,且分段设置,并避免各段的冷却水相互影响。 2、优化工艺参数,减少管身重皮 合理控制浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。控制机身冷却水进口温度为28-36℃,出口温度为50-57℃。 在水冷金属型离心铸造工艺中,应防止过高的浇铸转速,调整适宜的翻包速度和主机走速;确保管模的打点的深度为0.25-0.3mm、直径为4-5mm、点与点边缘间距为0.5-0.7mm。 3、控制原料加入,降低夹渣缺陷 为解决降低铁液中的含硫量,减少硫化物的产生,应控制W(S)<0.02%;适当提高浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量控制在1-2%为宜;加强铁液的扒渣和挡渣效果;铁液中的残镁流量不易过高(控制在0.035-0.045%),以减少铁液表面氧化。 通过采取以上相应措施,球墨铸铁管的质量得到明显改善,裂纹、重皮、夹渣缺陷大为降低,减少了废品,大幅提高综合成材率。