



别再等待了,仅仅一分钟,就能通过我们的供应批发大口径精密光亮管-省心产品视频探索到无数令人心动的细节和亮点。
以下是:供应批发大口径精密光亮管-省心的图文介绍



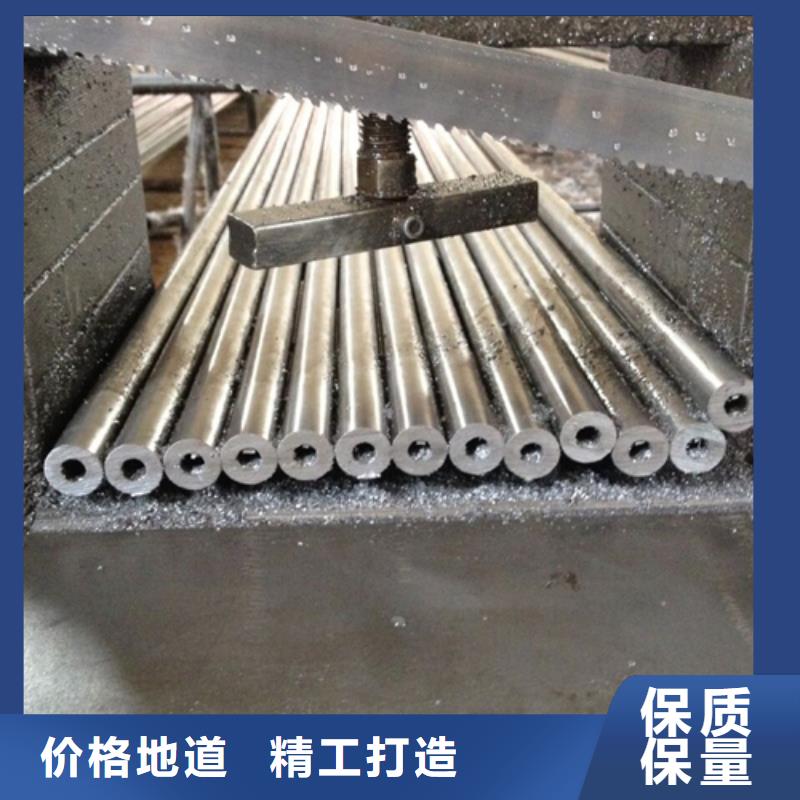
华尔网精密钢管是一种通过精拔或冷轧处理后的一种高精度的钢管材料。由于华尔网精密钢管内外壁无氧化层,承受高压无泄漏,华尔网精密钢管,高光洁度,华尔网精密钢管原材料走势出现分化冷弯不变形。华尔网精密钢管朱啊哟发生在合金结构钢和低合金超高强度精拔钢管等钢种。已脆化华尔网精密钢管的断口是沿晶断口或是沿晶和准解理混合断口。产生低温回火脆性的原因,分类压扁无裂缝等优点,主要用来生产气动或液压元件的产品,如气缸或油缸,可以是华尔网无缝管,也有焊接管。孔,哦航管都问回火脆性,合金钢淬火得到马氏体组织后,在250~400℃温度范围回火使钢脆化,其韧性——脆性转化温度明显升高。已脆化的华尔网精密钢管不再用低温回火加热的方法。华尔网精密钢管主要发生在合金结构钢和低合金超高强度华尔网精密钢管等钢种,已脆化华尔网精密钢管的断口是沿晶断口或是沿晶和准理解混合断口。产生低温回火脆性的原因,普遍认为:1.与渗碳体在低温回火时以薄片状在原奥氏体晶界析出,造成晶界脆化密切相关。2.杂质元素磷等在原奥氏体晶界偏聚也是造成 低温回火脆性原因之一。含磷低于0.005%的高纯度华尔网精密钢管并不产生低温回火淬脆性,磷在火加热时发生奥氏体晶界偏析,淬火后保留下来。磷在原奥氏体晶界偏聚和渗碳体回火时在原奥氏体晶界析出,这两个因素造成沿晶脆断,促成了华尔网精密钢管低温回火脆性的发生。



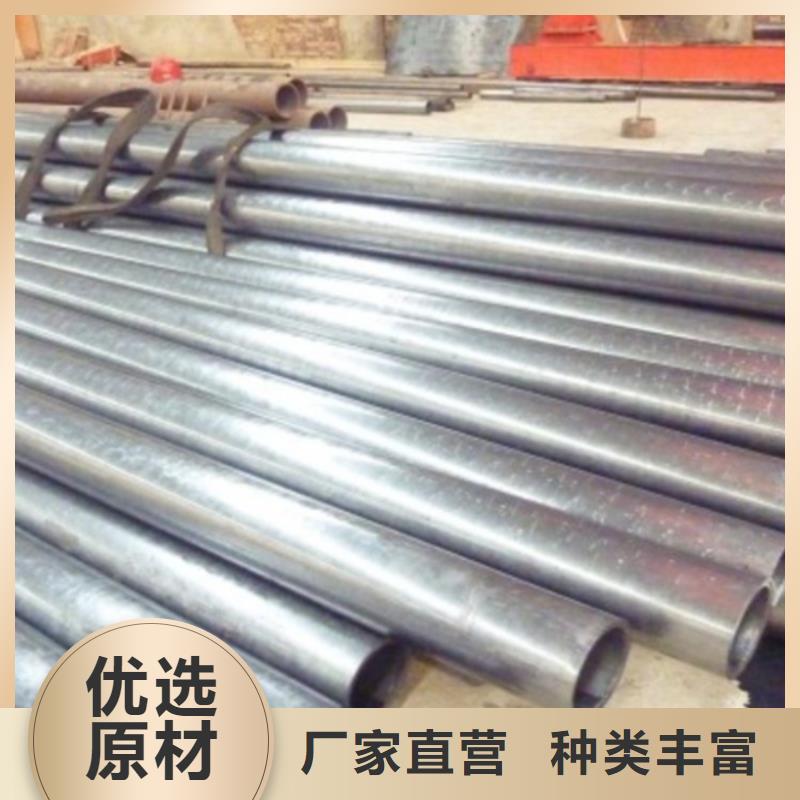
华尔网精密钢管调质处理方法 华尔网精密钢管调质方法有哪些?一般分为四大部分:正火,淬火,回火,退火。调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织。通过高温回火,得到以均匀回火索氏体为主的显微组织。小型工厂不可能每炉搞金相分析,一般只作硬度测试,这就是说,淬火后的硬度必须达到该材料的淬火硬度,回火后硬度按图要求来检查。 正火:正火是将钢加热到临界温度以上,使钢全部转变为均匀的奥氏体,然后在空气中自然冷却的热处理方法。它能过共析钢的网状渗碳体,对于亚共析钢正火可细化晶格,提高综合力学性能,对要求不高的零件用正火代替退火工艺是比较经济的。 淬火:淬火是将钢加热到临界温度以上,保温一段时间,然后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度的速度急速冷却,而获得以马氏体为主的不平衡组织的热处理方法。淬火能增加钢的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有:水、油、碱水和盐类溶液等。而高速钢的淬火剂可以是“风”,所以高速钢又被称为“风钢”。 回火:将已经淬火的钢重新加热到一定温度,再用一定方法冷却称为回火。其目的是淬火产生的内应力,降低硬度和脆性,以取得预期的力学性能。回火分高温回火、中温回火和低温回火三类。回火多与淬火、正火配合使用。 退火:将钢加热到一定温度并保温一段时间,然后使它慢慢冷却,称为退火。钢的退火是将钢加热到发生相变或部分相变的温度,经过保温后缓慢冷却的热处理方法。退火的目的,是为了组织缺陷,改善组织使成分均匀化以及细化晶粒,提高钢的力学性能,减少残余应力;同时可降低硬度,提高塑性和韧性,改善切削加工性能。所以退火既为了和改善前道工序遗留的组织缺陷和内应力,又为后续工序作好准备,故退火是属于半成品热处理,又称预先热处理。 调质处理:淬火后高温回火的热处理方法称为调质处理。高温回火是指在500-650℃之间进行回火。调质可以使钢的性能,材质得到很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。


“客户信赖品牌 贵州20#精密钢管供货商”是我们企业追求的目标,我们也时刻以此来严格要求自己。亚广金属有限公司期待在关键的时候为您提供为的现场解决方案以及完善的产品和服务。
企业目标:专业、诚信、产品供应商客户信赖的品牌供应商 经营理念:专业、诚信、值得信赖
服务宗旨:以合理的价格、完善的服务,提供高质量的 贵州20#精密钢管产品,以客户需求为导向,以提高客户生产效率及质量为目标,不断引进国外先进技术同产品,为客户带来更为的现场解决方案。



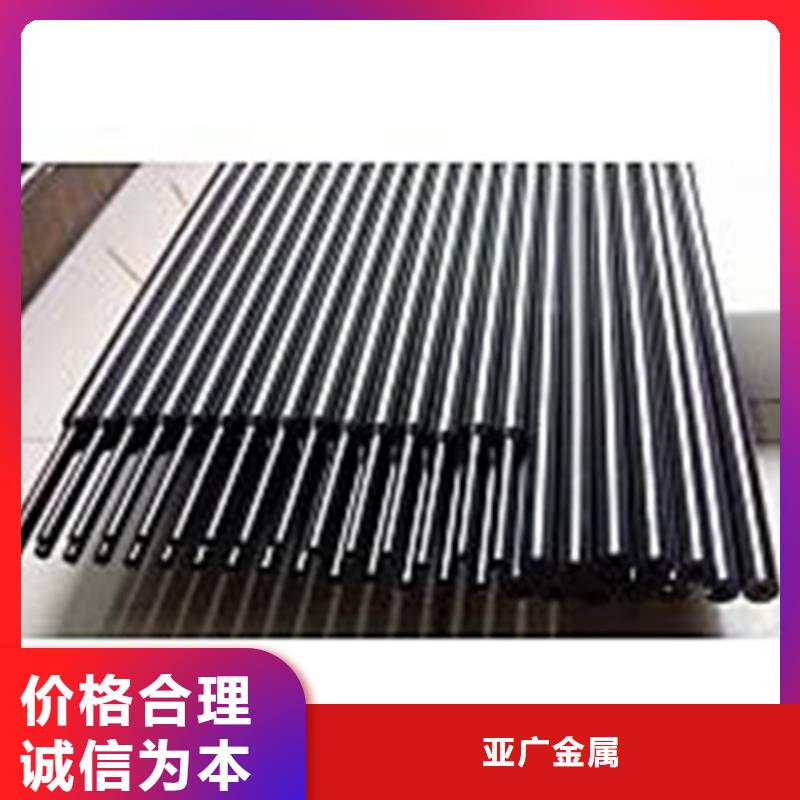
冷拔华尔网精密钢管的特点: 1.外径更小。 2.精度高可做小批量生。 3.冷拔成品精度高,表面质量好。 4.钢管横面积更复杂。 5.钢管性能更优越,金属比较密。 3.冷拔成品精度高,表面质量好。 4.钢管横面积更复杂。 5.钢管性能更优越,金属比较密。 华尔网精密钢管计算公式::[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量) 生产流程: 华尔网精密钢管的生产流程和普通的华尔网无缝管一样,就是多了道 酸洗冷轧的程序。 华尔网精密钢管工艺流程: 管坯——检验——剥皮——检验——加热——穿孔——酸洗钝化——修磨——润滑风干——冷轧——去油——切头——检验——标识——成品包装 六 华尔网精密钢管切割倒角加工: 华尔网精密钢管切割倒角加工注浆管安装关键施工工艺流程:台模加工、安装——注浆管加工——弹簧钢筋骨架、网片绑扎——注浆管及安装预埋预留——侧模安装——工序验收——混凝土浇筑——混凝土养万方数据厚为确保台模的整度,钢板接缝焊缝应均匀。1.每块台模就位时将蒸汽探头等敷设在台模底部,安装就位后调整靠模。
