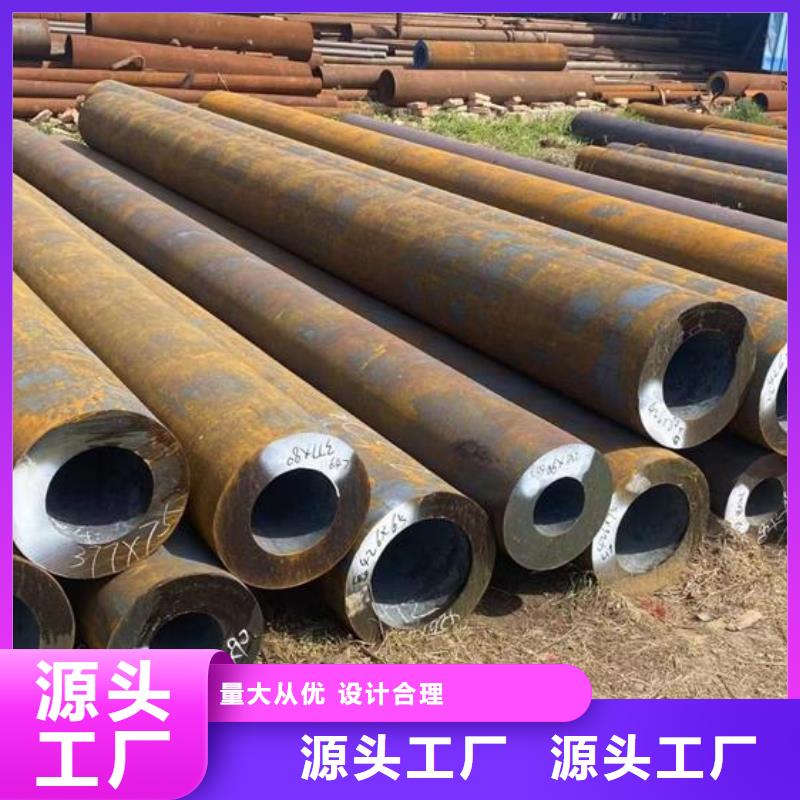




无缝钢管是根据高精密的冷拔机生产加工而成的,生产制造成形的商品无论是冷拉无缝钢管品质或是功能全是扎实的,并且己经获得了普遍的应用并激发出该有的经济收益。
可是在现实制造中,因为某种要素的危害造成无缝钢管会出现开裂状况,进而导致一定的损害。因此我们要尽早寻找缘故,并多方面填补。
通过深入分析发觉,无缝钢管的品质受影响,是因为一部分冷拉无缝钢管制造业企业不重视产品品质,并一味的减少产品成本。例如降低冷拉道次或淬火频次,进而引起商品的破裂,这也是不良影响极大的一种无效方式,要尽量减少。
因而,要对无缝钢管的生产工艺流程作出严苛要求,并对具体环节的检测和监管,进而合理防止和冷拉无缝钢管破裂的状况,确保其使用的可靠可靠性,降低成本率坦然能改进冷拉无缝钢管的品质。
1.大块状和粗网状碳化物增加了表面的脆性,降低了基体的强度,尤其是沿晶界处的强度低、韧性差,碳化物的热导率只为残余奥氏体的一半,故散热性更差,增加了磨削裂纹的倾向。一般而言,磨削裂纹易于沿晶界扩张,因此呈龟裂状。
2.渗碳零件热处理后的磨削过程中,零件的表面会因此产生大量的热量,使表面温度升高,残留的奥氏体组织转变为马氏体组织,比容增大,故增加了表面层的拉应力而导致零件的开裂。另外残余奥氏体的导热性比马氏体差,过多的残余无缝钢管奥氏体使磨削热量的散热减慢,故造成表层升温速度加快,热应力增大,促使开裂倾向的加剧。
3.淬火后获得粗针状的马氏体组织的内应力大,而且强度低,马氏体组织内的显微裂纹也可能成为磨削裂纹源,故提高了磨削裂纹的倾向。晶粒粗大的马氏体必伴随着大量的残余奥氏体,因此更易于产生磨削裂纹。
无缝钢管工艺流程
卫生级镜面管工艺流程:
??管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
??厚壁工业管工艺流程:
??管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验
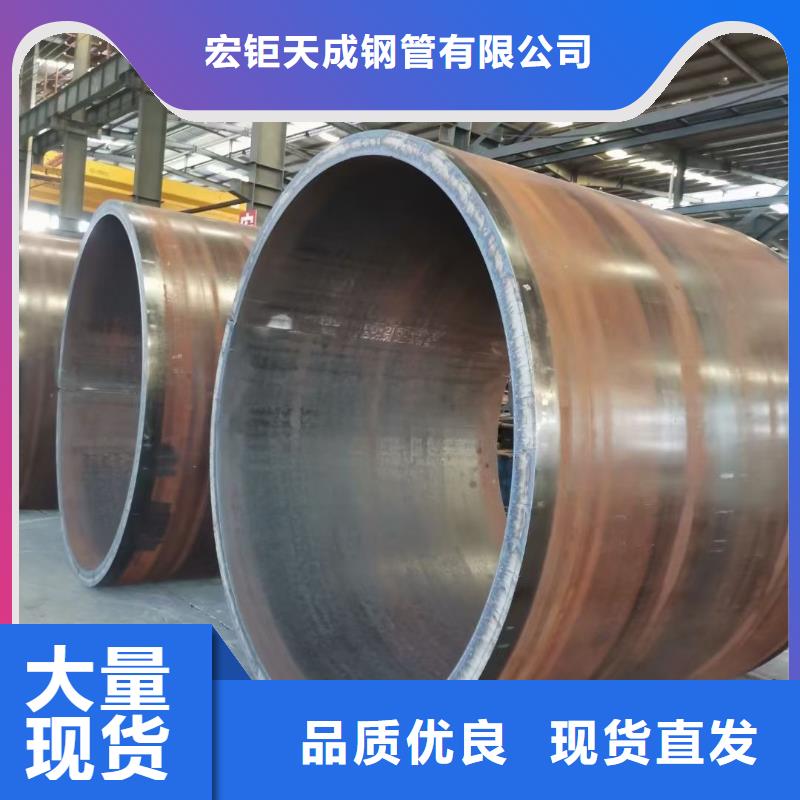
DIN高精度黑色磷化精密液压钢管 ????磷化管宏钜钢管1396958067常备现货规格表
工艺简介:以DIN高精度精拔光亮无缝钢管的成品管作为磷化用钢管,用进口环保型磷化液对钢管进行内外壁磷化,形成黑色磷化保护膜,通过磷化膜中的微孔吸收防锈油作防锈处理,两端封盖作防尘处理。
主要特点:钢管颜色:黑中带亮,钢管表面颜色均匀度高,一致性强,外表较为美观,钢管防锈性能好。
主要用途:液压系统用钢管;我公司钢管出口的主力品种。