





焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。 采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。 过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。 过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。

扶手与墙体面的连接也同样采取上述方法。2、放线在加埋件施工的时候,可能产生误差,所以在立柱安装之前,应重新放线,以确定埋板位置与焊接立杆的准确性,如有偏差,及时修正。3、焊接立柱安装立柱、焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。 4、焊接面管,玻璃连接件扶手与立柱在安装前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊安装,相邻扶手安装对接准确,接缝严密。 相邻钢管对接好后,将接缝用不锈钢焊条进行焊接,然后镶配有机玻璃。5、抛光打磨全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。6、安装玻璃镶配有机玻璃,玻璃等栏板,栏杆玻璃类型、厚度应符合设计要求,并应使用厚度不小于12mm的钢化玻璃。 不锈钢复合管栏杆清洁保养注意不要发生表面划伤现象,不要用粗糙和尖锐的物料去擦洗不锈钢,是镜光的,要用一点的,不易脱落的布料去擦洗,砂钢和拉丝表面,要顺着纹路去擦,不然很容易搞花表面。避免使用含漂白成分以及研磨剂的洗涤液、钢丝球、研磨工具等,为避免残余洗涤液,腐蚀不锈钢表面,洗涤结束时要用洁净水冲洗表面。
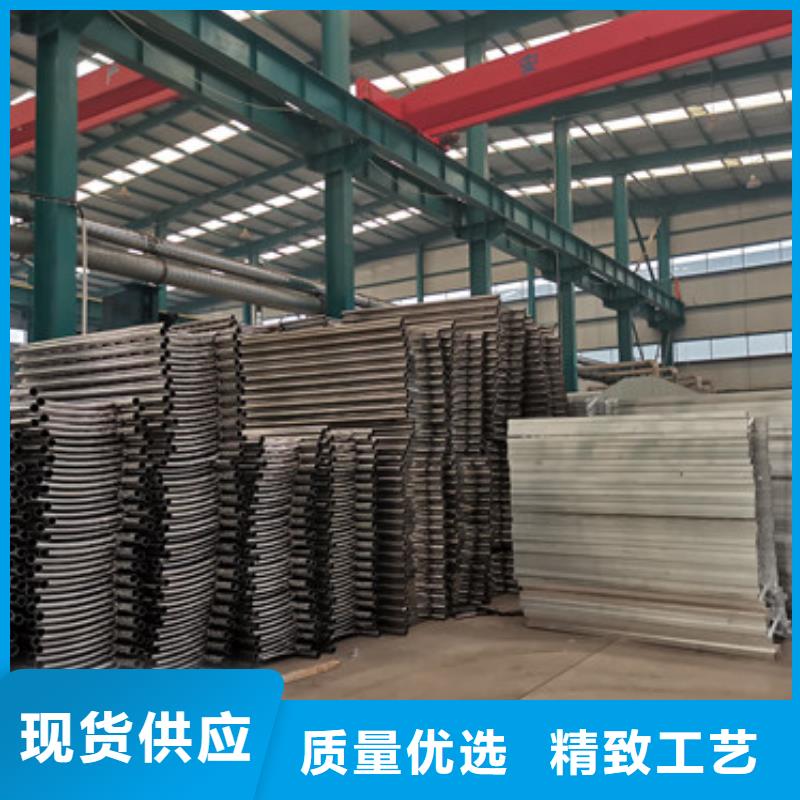
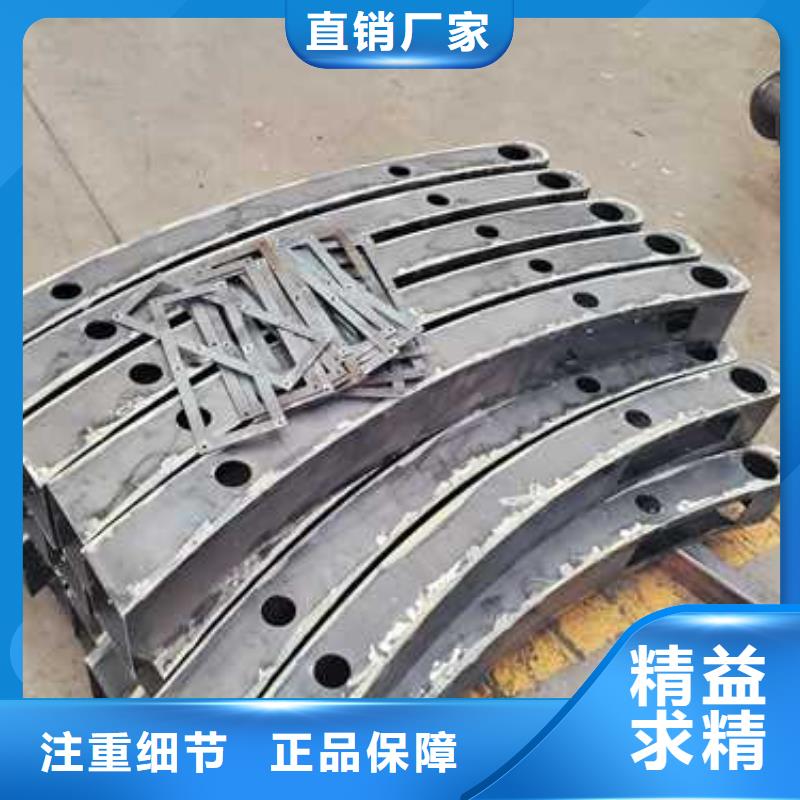
<贵港>聚晟护栏制造有限公司 贵港不锈钢碳素钢复合管护栏现货直供价格优

