

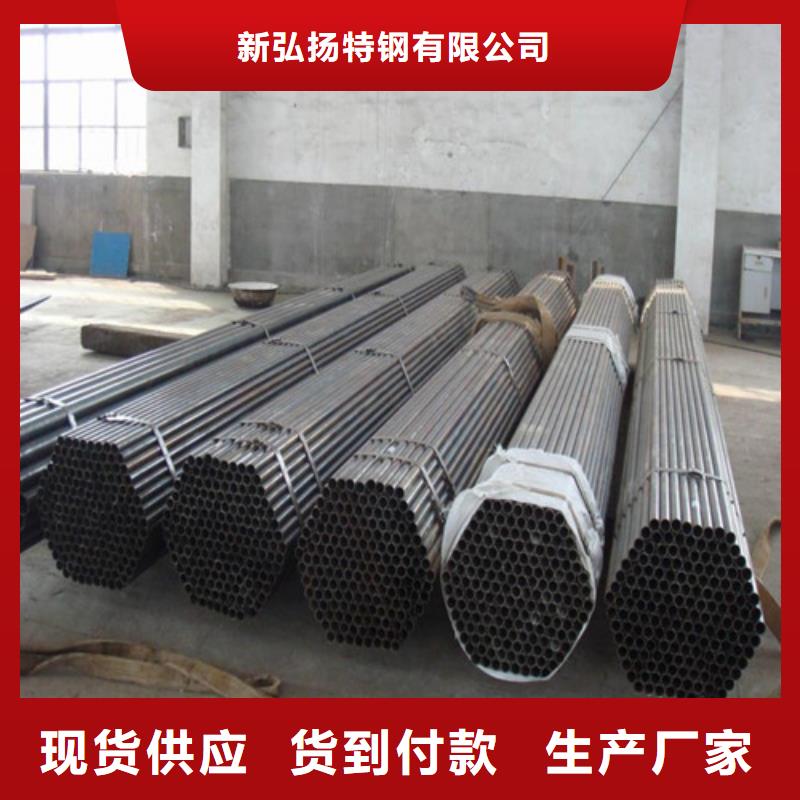






由于钻探用管要深入到几千米地层深度工作,工作条件极为复杂,钻杆承受拉、压、弯曲、扭转和不均衡冲击载荷等应力作用,还要受到泥浆、岩石磨损,因此,要求管材必须具有足够的强度、硬度、耐磨性和冲击韧性,钢管用钢用“DZ”(地质的汉语拼音字头)加数字一代表钢屈服点表示,常用的钢号有DZ45的45MnB、50Mn;DZ50的40Mn2、40Mn2Si;DZ55的40Mn2Mo、40MnVB;DZ60的40MnMoB、DZ65的27MnMoVB。
钢管都以热处理状态交货。
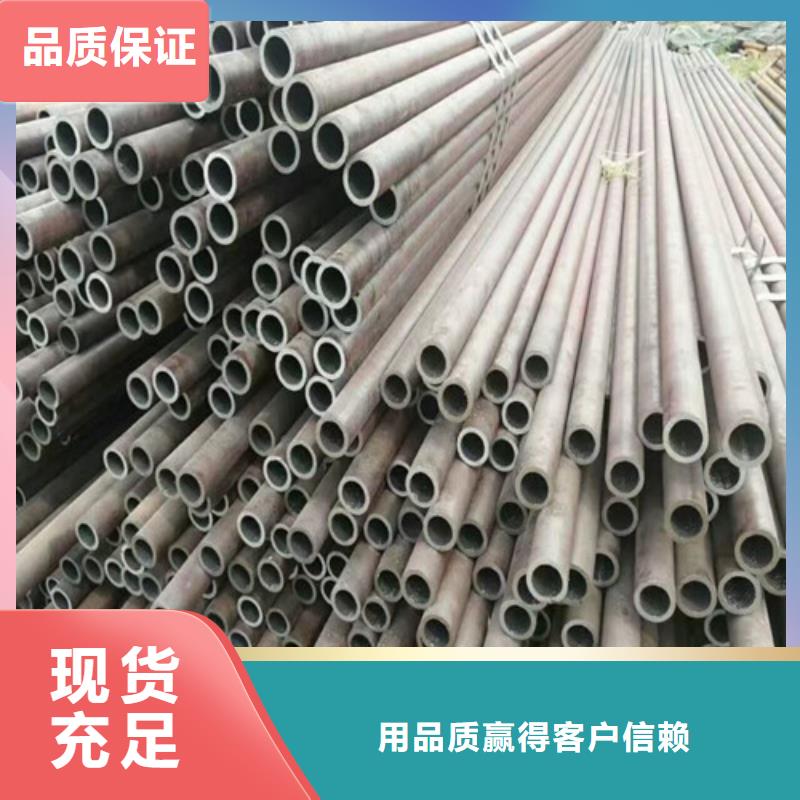
石油裂化管:用于石油炼厂的炉管、热交换器管和管道用无缝管。常用优质碳素钢(10、20)、合金钢(12CrMo、15CrMo)、耐热钢(12Cr2Mo、15Cr5Mo)、不锈钢(1Cr18Ni9、1Cr18Ni9Ti)制造。钢管除得证化学成分和各种机械性能外,还要保证水压、压扁、扩口等试验,及表面质量和无损检验。钢管在热处理状态下交货。
不锈钢管:用各种不锈钢热轧,冷轧的不锈钢管,广泛应用于石油、化工设备管道和各种用途的不锈钢结构零件,除应保证化学成分和机械性能,凡用作承受流体压力的钢管要保证水压试验合格。各种专用钢管要按规定保证条件。
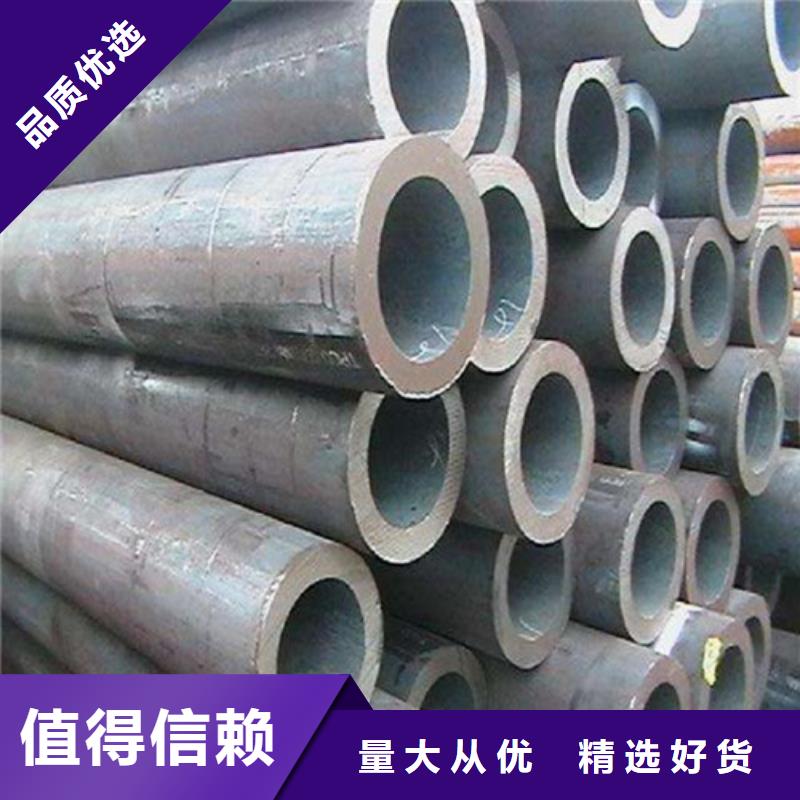
分层缺陷结构钢管
从机理看,一般认为管坯中的非金属夹杂物会破坏45#结构钢管的连续性和致密性,严重的夹杂甚至在45#结构钢管内部产生分层现象。另一种认为是氢致裂纹,即由于钢中氢聚集造成金属内部气体分压过高,在圆管坯内形成白点,在轧制过程中裂纹发生扩展,终形成分层缺陷。此外,二辊斜轧穿孔的不均匀变形产生的应力超过塑性强度也会造成分层。
在冶炼控制严格的情况下,多出现第三种情况,其控制措施为:
1、提高45#结构钢管的塑韧性
提高钢水的洁净度,减少有害夹杂;增加连铸坯等轴晶比例,减少中心偏析和中心疏松;采用合理的冷却制度,避免铸坯内部出现内裂纹;对下线铸坯或连轧坯采取缓冷工艺,减少内部应力,从而保证管坯和成品45#结构钢管的组织和力学性能满足技术标准要求。
2、合理控制加热温度
通过测定热塑性曲线,选择 的加热温度。管坯加热还要注意有足够的保温时间,以降低变形抗力和提高45#结构钢管塑韧性。
3、降低轧辊转速
轧辊转速是穿孔工艺的关键参数,轧辊转速由低向高变化过程中,存在一个开始出现分层的临界轧辊转速。轧辊转速较低时,管坯容易形成孔腔;轧辊转速较高时,管坯和45#结构钢管容易形成分层缺陷。为了管坯和45#结构钢管分层缺陷,应把轧辊转速降低到开始出现分层的临界轧辊转速以下。
结构管重量计算公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
(一)滚槽焊缝开裂1、将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。2、调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。3、调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。(二)滚槽钢管断裂1、将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。2、调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。3、调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。4、检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。5、用游标卡尺检查钢管的沟槽是否规定。(三)滚槽机滚压成型的沟槽应符合下列要求1、管端至沟槽段的表面应平整无凹凸、无滚痕。2、沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。3、在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。
除锈方法编辑 语音
1、首先利用溶剂清洗钢材表面,把表面的有机物去除,
2、然后使用工具除锈(钢丝刷)去除松动或倾斜的规模,铁锈,焊渣等
3、使用酸洗的方式。
镀锌分为热镀和冷镀,热镀不易生锈,冷镀较易生锈。
在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。计算公式如下:
式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。
硬度指标
金属钢管材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显微硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。
A、布氏硬度(HB)
用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)。布氏硬度值是以试验力除以压痕球形表面积所得的商。以HBS(钢球)表示,单位为N/mm2(MPa)
在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:
式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。
