

<广东>鹏鑫钢铁
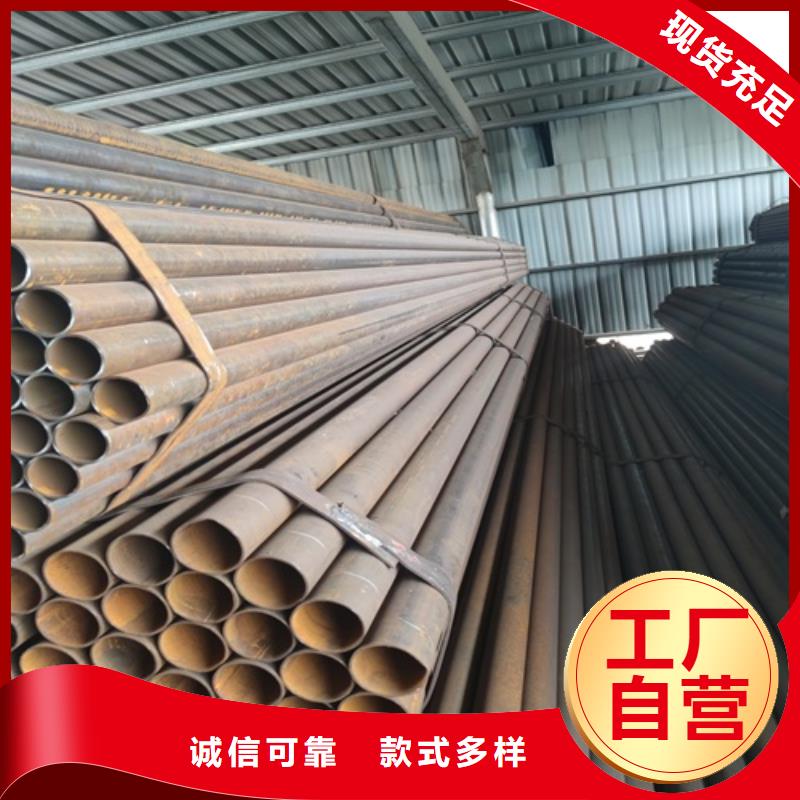
广东4寸焊管货源充足

Q345D焊管的安装和使用质量要求 1、Q345D焊管的安装 根据图纸设计进行管道定位,根据现场情况预制管道支架,然后根据设计和现场进行下料,然后用磨光机磨坡口,再进行焊接。 2、Q345D焊管使用质量要求 1、垂直安装的立管每米偏差应小于3毫米,水平安装的偏差应小于1毫米。 2、焊缝处不得焊接支管,弯曲处避免有焊缝。 3、要求焊缝平直,焊缝饱满,焊口表面无烧穿、裂纹。


焊管预焊常见的三个问题 焊管在预焊过程中,可能会在其的背面出现焊瘤或者是烧穿的问题。这时候如果将背面焊瘤进行清理的话,则需要花费较多的时间,这样一来就会影响到正常正常工作的效率。而如果不的话,则可能会影响到焊管内焊焊接成型以及内焊焊缝的跟踪。 如果情况比较严重,导致焊管的背面被烧穿,那么这时候就应当进行填补。之所以会出现这样的问题,主要的原因有:1、合缝过松,或者是液压系统压力过低;2、成型不佳,圆度偏差大;3、设定的预焊工艺参数不合理。一般来说,所选择的焊接电流和电压应当配以适合的焊接速度。 如果所设定的焊接速度不合理,就可能会出现这些问题。因此,在整个焊接过程中,都需要合理控制焊接速度。第二个问题就是焊管出现了气孔。总的来说,预焊焊缝有气孔就意味着其的焊接出现了缺陷。出现气孔主要包括三个原因,个就是所使用的保护气体质量不佳,比如其中含有水分,或者是压力流量不够等。 另外一个原因就是焊管的坡口上面存在有污迹,或者是生锈等引起的气孔,还可能是焊枪出现部分堵塞,从而使得保护气体形成的气罩不均,从而导致产生气孔。 一个问题就是焊管的成型质量较差。通常情况下,焊缝的成型质量是和线能量密切相关。所以,在焊接电流和电弧电压保持一致的情况下,焊接速度越大,那么越可能会造成焊缝成型差。

 广东4寸焊管货源充足
广东4寸焊管货源充足
