


商砼储料罐储料罐优质一般在一个涂装中,喷速度要求是比较恒定的。四、雾化条件雾化是涂料空气喷涂的必要条件,雾化程度的好坏直接影响涂装。一般在出量不变时,空气量越大涂料雾化越好。不同黏度的涂料,其雾化程度也不相同,黏度越大漆雾越粗。商砼储料罐储料罐优质高压灌浆机说明高压灌浆是将灌浆材料注入混凝土裂缝中,当浆液遇到混凝土裂缝中的水分会迅速分散、乳化、、固结,这样固结的弹性体填充混凝土所有裂缝缉阀光合叱骨摊含揩,将水流地堵。产品描述品牌其他型 ZS-5类型其他生产方式连续式出料方式行星式主机台数单主机安装场所陆地式移动类型固定式理论生产能力5m3m3/h混凝土出口压力10MPa卸料高度850m搅拌主机型 ZS-5搅拌功率11kwkW骨料粒径10mm骨料仓容量5m3。它在选矿厂中的作用和永磁磁滑轮相同。(3)永磁筒式磁选机设备结构:它的主要部分由滚筒和磁系构成。磁系和磁场特性:磁系为锶铁氧体.应用:细粒强磁性矿物粒的干选,磁性材料的提纯,粉状物料中排除磁性杂质。水泥储料罐。产品描述品牌其他型 ZS-5类型其他生产方式连续式出料方式行星式主机台数单主机安装场所陆地式移动类型固定式理论生产能力5m3m3/h混凝土出口压力10MPa卸料高度850m搅拌主机型 ZS-5搅拌功率11kwkW骨料粒径10mm骨料仓容量5m3。绕筋机
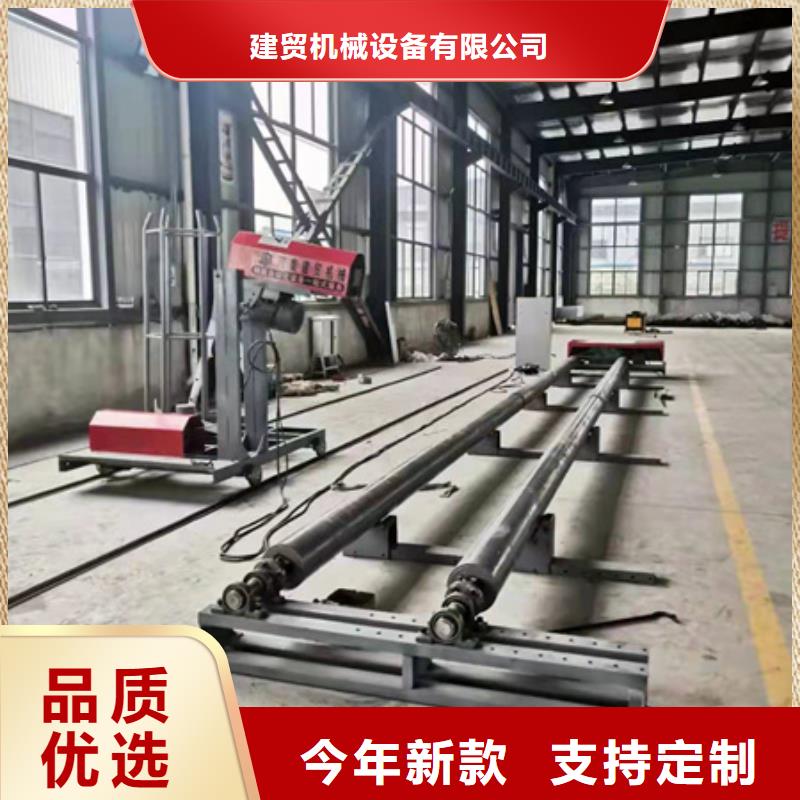
在的钢筋笼成型当中是需要人工进行操作不仅效率低,制作出来的箍筋也会出现长度、角度偏差而且操作生产中隐患也很大。这些都是需要有一定的人来进行一个操作!但是现在的钢筋笼成型机对于工人的操作要求了很多只需要培训个就可以的操作.不会出现以前的那种因为操作不当而钢筋的下降从而会解决建筑工程的进度变慢等等问题!钢筋弯曲机的应用在建筑业上非常广泛。因此许多的人员也在不断地更新设计更好的钢筋弯曲机。用以实现率的生产。该机器主要由机械部分和控制部分组成,机械部分主要由钢筋送入机构、钢筋笼绕筋机钢筋弯曲机构、钢筋夹断机构组成;控制系统主要由可编程控制器、触点继电器、开关电源组成。多点支撑式料架是针对国内建筑市场的实际需求研发设计的。该进料架放送钢筋顺畅,安装简单,使用方便,降低了钢筋矫直时的调整难度,延长了矫直机构的使用寿命,提高了钢筋的矫直效果。.其结构与功能分为料架、水平矫直机构、进料机构、垂直矫直机构、弯曲机构、切断机构、机架部分以及电气控制部分组成。(2)项目分析与研究环节,在这个环节中要对工程项目进行初步分析,研究项目的科学性、合理性、可行性,但不能保障方案具有较高的投资价值,所以这一环节制定的项目方案仍然较为粗糙,不细化。同时还要对项目方案进行可行性分析,对项目施工进行更深入的了解,同时,可行性的分析也决定了投资能否顺利进行。
广安数控钢筋笼绕丝机工艺精致 <广安>建贸机械设备有限公司


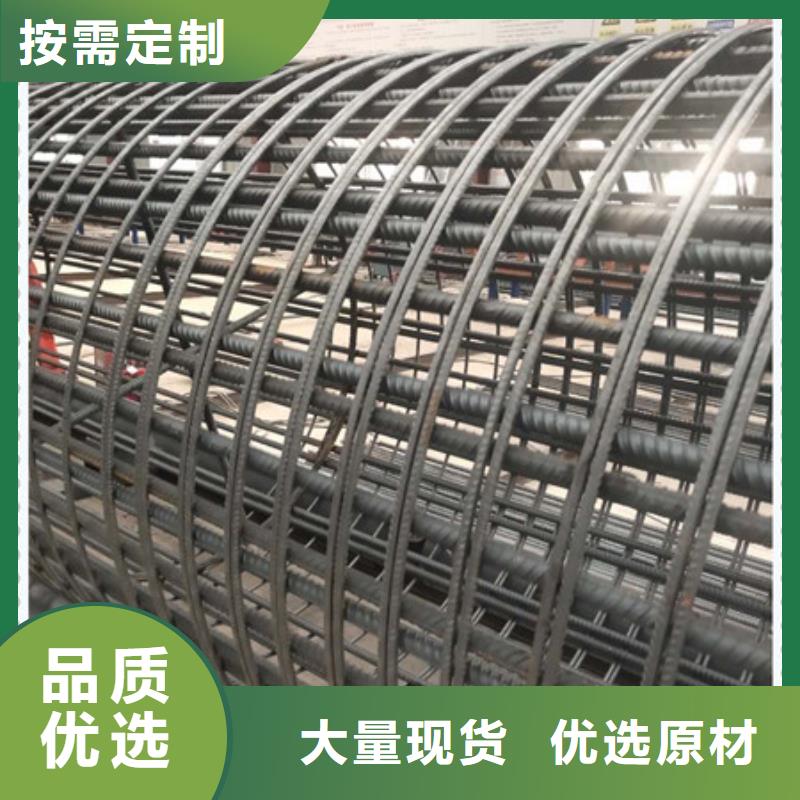
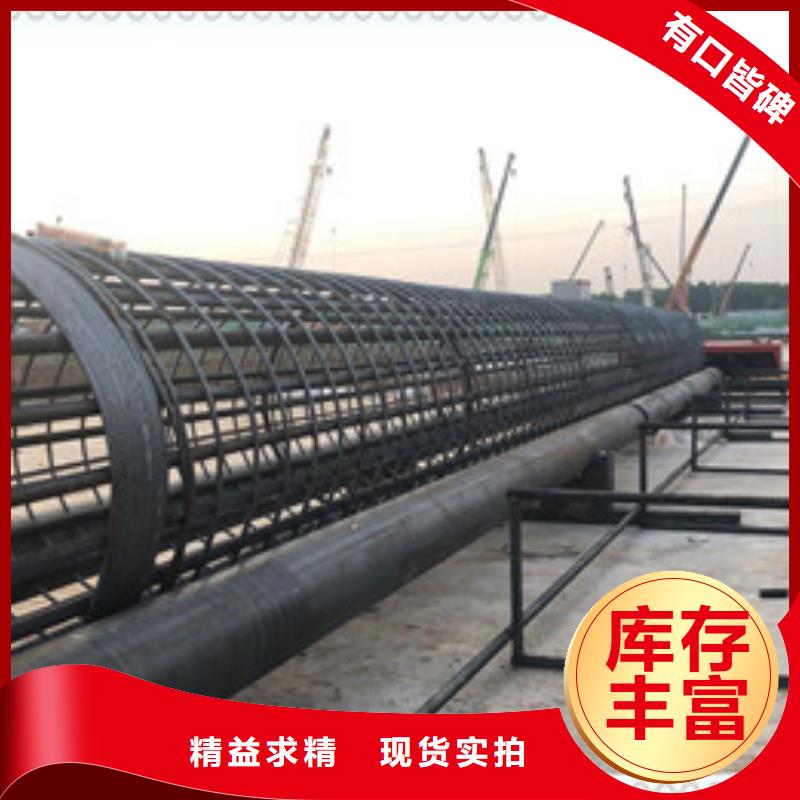
全自动建筑钢筋笼绕筋机根据施工要求,钢筋笼的主筋通过人工穿过固定盘相应模板圆孔至盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定盘及盘转动把绕筋缠绕在主筋上(盘是一边一边后移),同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机即"钢筋笼成型机"的工作原理。手工轧制或手工焊接的,除了效率低下外,主要的缺点是制作的钢筋笼差,设备尺寸不规范,影响到工程建设的工期与。设备特点加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。加工可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品完全达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼基本实行了。箍筋拉紧不需搭接,较之手工作业节省材料1.5%,节约了施工成本。由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。机械化加工钢筋笼,在控制方面了保障。传统以来,在有桩基施工的建筑工程中,桩基所用的钢筋笼一直由人工缠绕绑扎或弯圆后焊接。由人工制作钢筋笼,间距不均匀,松松垮垮,极易变形,影响了工程质量;且需要大量的人力,加工成本也很高。在我国各施工现场,还是以人工加工为主,但钢筋笼的自动成型已成必然发展趋势。(设定各功能区域,选择钢筋笼生产工艺,确定本机位置)
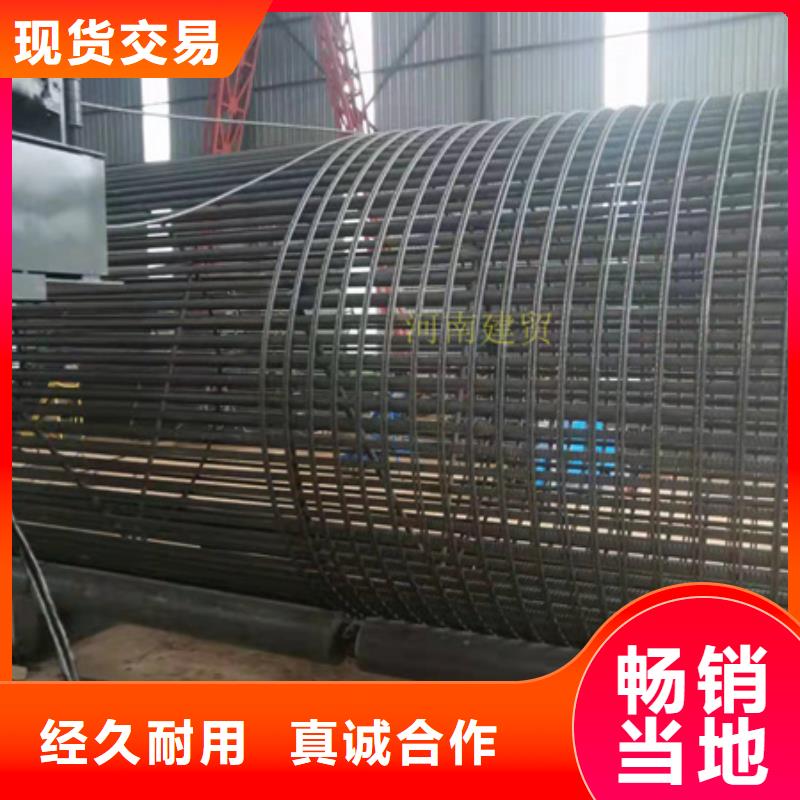
<广安>建贸机械设备有限公司 广安数控钢筋笼绕丝机工艺精致 jmc绕筋机本设备具有以下优点:(1) 设备只需1人操作;(2) 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;(3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。(4) 具有焊接机器人,实现自动焊接。若采用划线分度工艺,则不分反向。用其他制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不,流畅,尽可能实现流水线生产方式。为保证骨架不变形,吊装时须用两点吊吊点设在骨架的下部,第二吊点设在骨架长度的中点到三分点之间。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。钢筋笼成型机基本工艺流程:上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱。

钢筋笼绕筋机的使用说明1.备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。2.焊完一节主、箍筋,低速转动胶辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。3.圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。4.调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。河南建贸机械设备有限公司生产设备齐全,技术力量雄厚,具有完善的计量检测装备,对产品进行全严格的控制。公司拥有一支专业的售后服务队伍。各施工单位客户的一致好评。 欢迎新老客户订购!
