



更新时间:2024-11-17 23:54:19 浏览次数:2 公司名称: 鑫福兴管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 6000/吨 |
| 发货期限 | 1天 |
| 供货总量 | 100万吨 |
| 运费说明 | 现付 |
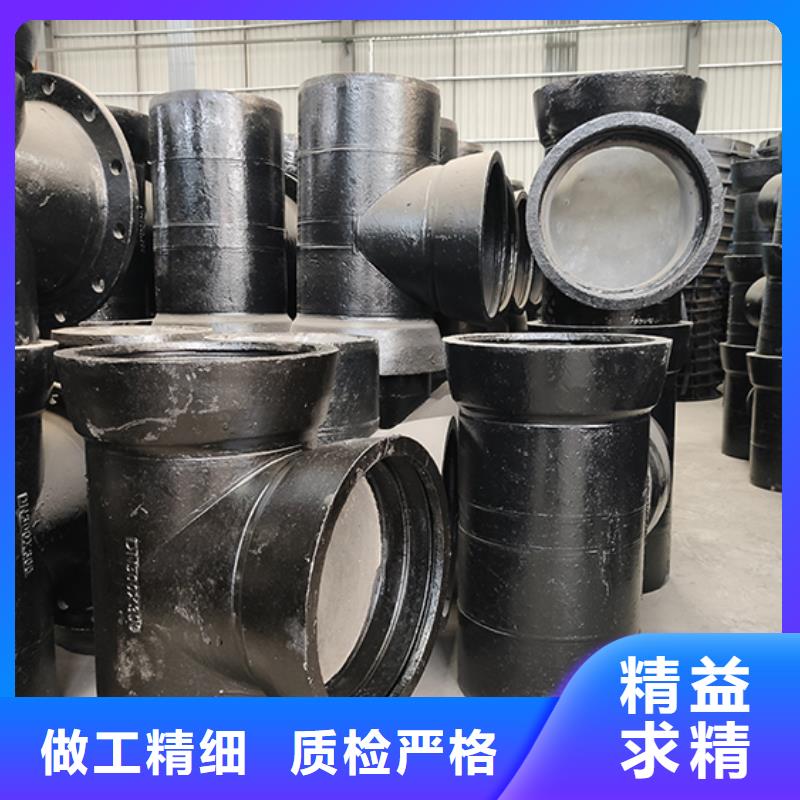









球墨铸铁管配件
高炉熔炼工艺简介:1、高炉铁水运输到铸造车间直接浇注铸铁件。显而易见这是***佳的短流程熔炼工艺。由于原高炉铁液对铸件石墨状态的遗传效应和铁液温度决定铁水的溶碳度、石墨析出量及尺寸大小造成铸件的抗拉强度较低,加之高炉铁液出炉温度不够高,一般低于1450℃及组织的遗传效应。
2、将高炉铁水倒入感应电炉与废钢、回炉料和配料中间合金一起熔配,经成分调整和熔炼后出炉经变质、球化等处理后浇注铸铁件。
3、将高炉铁水先倒入保温炉保温待需要时再倒入感应电炉与废钢、回炉料和配料中间合金一起熔配,经成分调整和熔炼后出炉经变质、球化等处理后浇注铸铁件,应用与工艺上面第二种相同,只因高炉炼铁与铸造过程的匹配问题而将铁水暂存保温炉内。
球化处理方法简介:1、镁芯线喂入法 镁芯线分为2种:①镁合金线中含晚量为20%-35%,加入量为22m/t-25m/t;②纯镁线中含瑰量为90%-92%,加入量为32m/t-35m/t。欧洲采用镁芯线球化处理工艺己占球化处理量的20%左右;
喂线球化具有球化率高,石墨细小(球化率1-2级,大小7级),铁液纯净度好、易与铁液分离(渣的二元碱舅)为2.5-4.0)处理温降小(3040℃),作业环境好等特点.喂线速度40-80m/min;
2、冲入法 国内一般工厂均采用这种工艺。球化剂主要成分为:7%-9%M、1%-3%RE 40%-V44%Si球化剂加入量1.4%-1.7%(与原铁液中含硫量有关)。采用堤坝式球化包,球化包凹坑中加入球化剂后,上盖一定量的孕育剂,然后再覆盖一层铸铁屑或薄钢板;
3、转包法 处理前将纯镁加入到转包体后部由一块石墨隔板形成的反应室内→定量加入铁液→转动包体进入处理状态→铁液经石墨隔板孔进入反应室进行球化反应→球化处理后将铁液倒出。转包法球化处理温度一般为T=1460-1520℃,反应时间约80s,镁的吸收率可高达60%-70%,石墨隔板寿命为300-350次;
转包法球化具有球化成本低,铁液纯净度好,允许原铁液含硫量高((S可放宽至0.2%)球化处理后残硫量低((S可低至0.005%-0.008%),处理过程中温降小(40-50℃)等优点。但要求每小时至少应处理5包以上。
球墨铸铁管配件分娩工作比较细致高压流体保送用球墨铸铁管(GB/T3092-1993)也称日常焊管,俗称黑管,******来了解下对于球墨铸铁管有哪些防腐处理方法:
1、沥青漆涂层
沥青漆涂层是用于输送燃气的管道。喷漆前对管子进行预热可以提高沥青漆的附着力,加速干燥。
2、水泥砂浆内衬+特殊涂层
这种内防腐措施适用于输送污水的管道,可以提高内衬的抗腐蚀能力。
3、环氧煤沥青涂层
环氧煤沥青涂层既适用于燃气管道,也适用于污水管道。它是一种双组分涂层,该涂层具有较高的附着力和非常光滑的表面
4、环氧陶瓷内衬
环氧陶瓷内衬适用于污水管道和燃气管道,但是由于制造工艺难度大,成本高,所以在使用上有一定的局限性。环氧陶瓷内衬具有很高的附着力和光洁度,是一种极好的防腐蚀涂层。
5、铝酸盐水泥涂层或硫酸盐水泥涂层
这两种特殊水泥涂层均适用于污水管道用球墨铸铁管的内防腐,提高抵抗污水中酸碱成分的侵蚀能力。
6、聚氨酯涂层
是一种为适应环保需求而研制开发的一种新型绿色特殊涂层,有良好的耐磨和耐腐蚀性。
球墨铸铁管配件连接方式,有如下5种:
1、螺纹衔接:适用于管径小于100mm,压强小于1.0MPa;
2、法兰衔接:适用于管道→管道、阀门、设备;
3、承接衔接:适用于带承接口的铸铁管;
4、焊接衔接:衔接可靠,可是拆卸困难;
5、粘合衔接:适用于塑料管的衔接。
一、球墨铸铁管在装置时所进行的水压试验应该统一的去指挥,分工比较清晰,对后背、支墩、接口、排气阀等都应规则专门的人去担任查看,并清晰规则地发现问题时的联络信号。
二.球墨铸铁管道接口完成今后,运用较短的管甲、短管乙以及盲板将试压管段两头及三通处封闭,试压球墨铸铁管段除接口外去填土至管顶以上50公分并夯实。在做好后背以及闸口、三通等管件的加固。由低点进水,高点去排气,注满水之后浸泡在二十四小时今后,在试验的压力下10min降压不大于0.05Mpa时,即为合格。
三.水压试验应当逐步的升压,咱们每次升压以0.2Mpa为宜,每次升压今后,稳压查看没有问题时再继续升压。
四.冬天进行水压时应采纳防冻措施。可将球墨铸铁管价格道回填土适当加高,用多层草帘将露出的接口包严;对串水及试压临时管线缠包保温,不用水时及时放空。
五.水压试验时,后背、支撑、管端等邻近不得站人,查看应在中止升压的时后去进行。
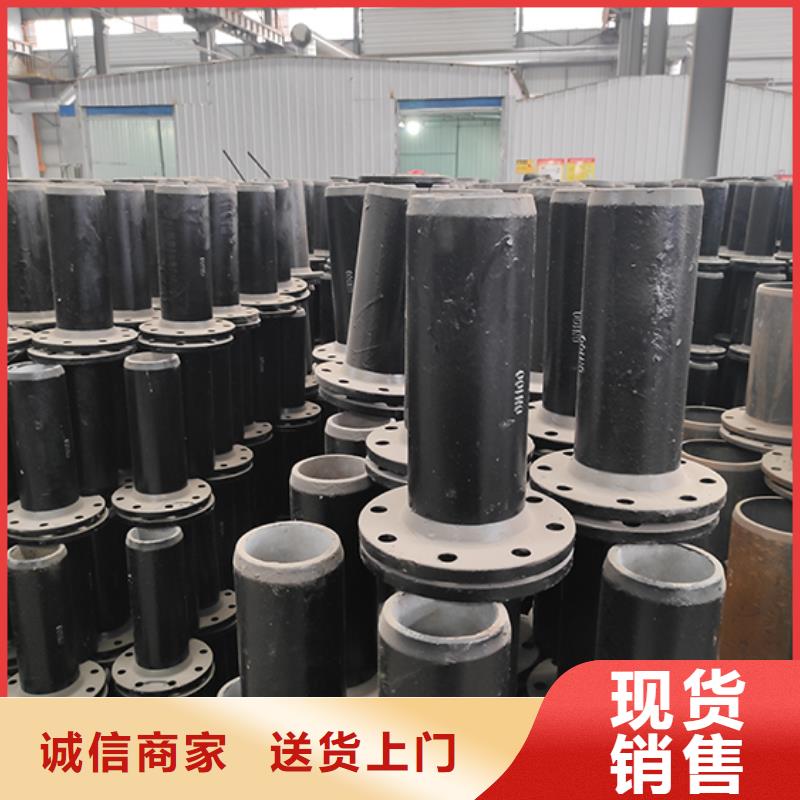
球墨铸铁管配件
球墨铸铁管铸造体系的规划需注意什么?
(1)消失模铸造液态金属充型过程中,泡沫模具液化、气化后退让出的空间被金属液所占有,假如金属液充型速度慢,形成时刻间隙过大,会形成局部崩塌的风险。充型速度快,形成泡沫模具不能充沛气化,在型内增加残渣量。
(2)浇注体系规划要考虑容貌束摆放便利。一起满足干砂能充填到容貌的一切内腔,防止容貌平面处于水平方位,以及盲孔处于水平或向下的方位。
(3)要考虑容貌束摆放便利,一起还要考虑到干砂能填充到容貌的全部内腔,防止容貌的平面处于水平方位,以及盲孔处于水平或向下的方位。
(4)浇注体系的规划要确保容貌束的全体强度。尤其是上涂料今后要确保内浇道等连接处可以接受搬运、振荡填砂等操作。
(5)浇注体系多选用简略的方式。以缩短金属液流经的间隔。直浇道与铸件容貌之间的间隔不可过小,以确保液态金属充型过程中不因砂型温度升高而使容貌变形。
(6)金属液压头应超过金属前沿的界面气体压力,以防呛火(反喷)。晋城市三利通铸管有限公司
(7)浇注体系的规划应该有利于金属液顺利平稳地充满整个型腔,并且具有较强的减渣、消渣和排气能力;具有良好的集渣、存气功能,以获得无缺陷的优质铸件。
(8)只要具有必定厚度的吃砂量,在真空后才干产生足够的强度,形成坚硬的铸型,使其能接受住金属液静压力的效果。
球墨铸铁管配件