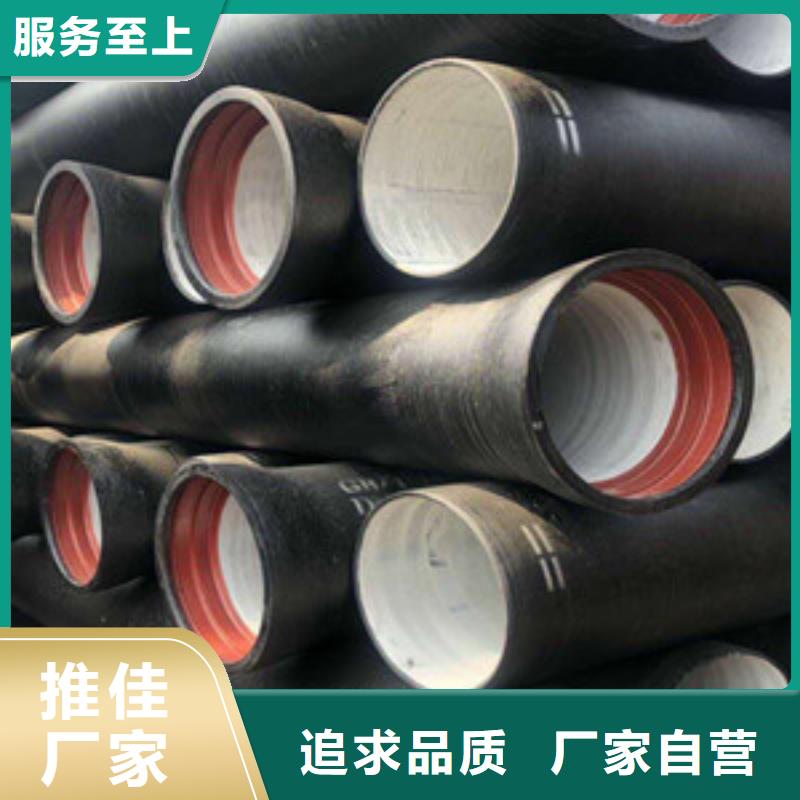






球墨管的制作标准:进行球化处置,即往铁液中添加球一化剂进行孕育处置五球墨铸铁活动性较差,缩短较大,因而需求较高的浇注温度及较大的浇注系统尺寸,多使用冒口,冷铁,采用挨次凝结准则工矿企业给水、输气,输油等。普通排水铸铁承插管及管件。柔性抗震接口排水铸铁直管,此类铸铁管采用橡胶圈密封、螺栓紧固,在内水压下具有良好的挠曲性、伸缩性。球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%),因而材料本身的机械性能得到了较好的改善,具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、能适应较大的轴向位移和横向由挠变形,适用于高层建筑室内排水管,对地震区尤为合适。
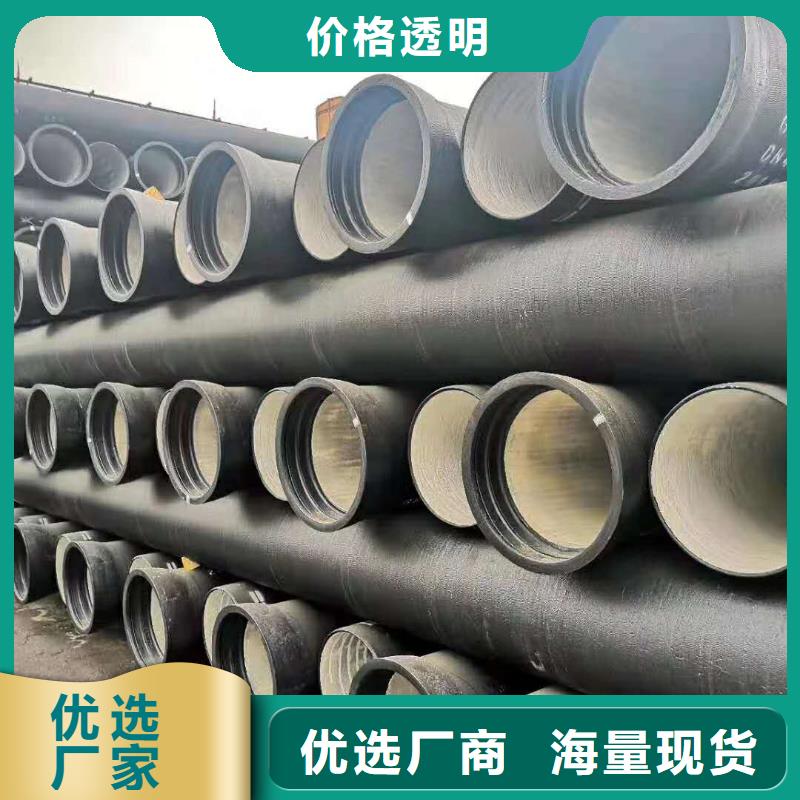
机械下管采用软绳索绑扎管,绑扎点距管端约四分之一处,注意轻吊轻放,严格执行吊车规程。人工下管时在管沟边用两木板作为下滑支架(防止管沟塌方),木板上垫橡胶,用两软绳固定在两支点上,人工控制另二支点缓慢放绳。球墨铸铁管和球墨铸铁管件是采用冲天炉炼铁,经过电炉调质球化处理??离心浇铸制芯稳重退火喷锌整圆与打磨水压试验水泥内涂养生外涂沥青等工序严格按照标准GB/T13295-2013和ISO253-98E来生产。我公司生产实力雄厚,技术设备,中频电炉、光谱分析仪等 关键设备为国外进口,离心成型、退火、喷锌、精整、包装等整条生产线居国际水平。管道吊装下沟:利用吊车吊管下沟,在吊车无法进入点采用人工下管法下管。
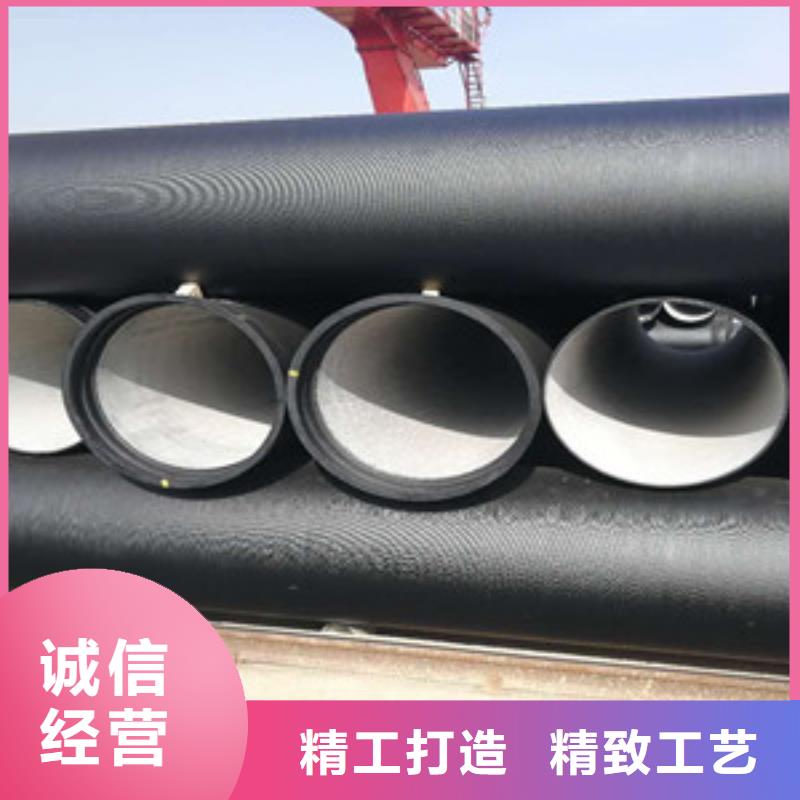
球墨铸铁管承口内的所有杂物擦洗干净;将胶圈上的粘着物清擦干净,把胶圈弯为”梅花形或“8字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各部门不翘不扭。在球墨管件,井盖铸造的制造工艺方面均达到国内水平。球铁管件严格执行对应标准GB和标准ISO2531,K型法兰套在钢筋混凝土墙施工中,直接浇注成一体。然后安装管道。用橡胶密封圈填满管道与套筒之间的缝隙,用法兰压盖紧固,用螺栓固定。EN545标准,井盖执行EN124标准质量上要求铸铁管的球化等级控制为1-,球化率≥80%,借此材料本身的机械性能得到了较好改善,具有着铁的本质,钢的性能。球墨铸铁管适应基础不均球墨铸铁管匀沉陷,尤其是湿陷性黄土郊区特别的管材。
或者橫向移动的压模部件结构形式,也称抽屉式结构模架。在这种挤压机上,更换和固定模子时,挤压机不必停止工作。旋转式模架或抽屉式模架,在更换挤压模时,不需要附加的消耗工作时间,并且可以轮流地使用2个挤压模。在更换挤压模的同时,完成某些辅助工序。旋转式双挤压筒和旋转式双穿孔筒结构形式的工作原理也是如此,一个挤压(穿孔)筒在挤压(穿孔)线上进行挤压(穿孔);另一个挤压(穿孔)筒则旋转到线外,完成清扫、冷却和装料等辅助工序,不需要附加的消耗工作时间。球墨铸铁管价格工模具由专门的液压缸或机械装置将其从挤压机的前梁中拉出或推进,并用以使挤压垫、挤压制品和压余进行分离,检查挤压模及其固定装置的状况,并且在必要时更换挤压工模具。上海异形钢管厂的15MN(1500t)挤压机就是这种结构形式。在现代结构的挤压机上,将工模具部件制造成旋转结构的形式,
