

为您精心制作的PE燃气管_CPVC电力七孔实体厂家产品视频已准备就绪,展示产品的各项功能和特点。请您抽出片刻时间观看,相信一定会给您带来意想不到的惊喜。
以下是:PE燃气管_CPVC电力七孔实体厂家的图文介绍

鄂州高压电力管枕
润星电力管材有限公司
鄂州高压电力管枕的图文介绍
品质服务匠心打造

润星电力管材有限公司以先进的 湖北鄂州高压电力管枕技术、的设备、上乘的质量、满意的服务及良好的信誉,与广大用户真诚合作,谋求共同发展,真诚地欢迎各界人士前来我公司洽谈合作,共创辉煌!





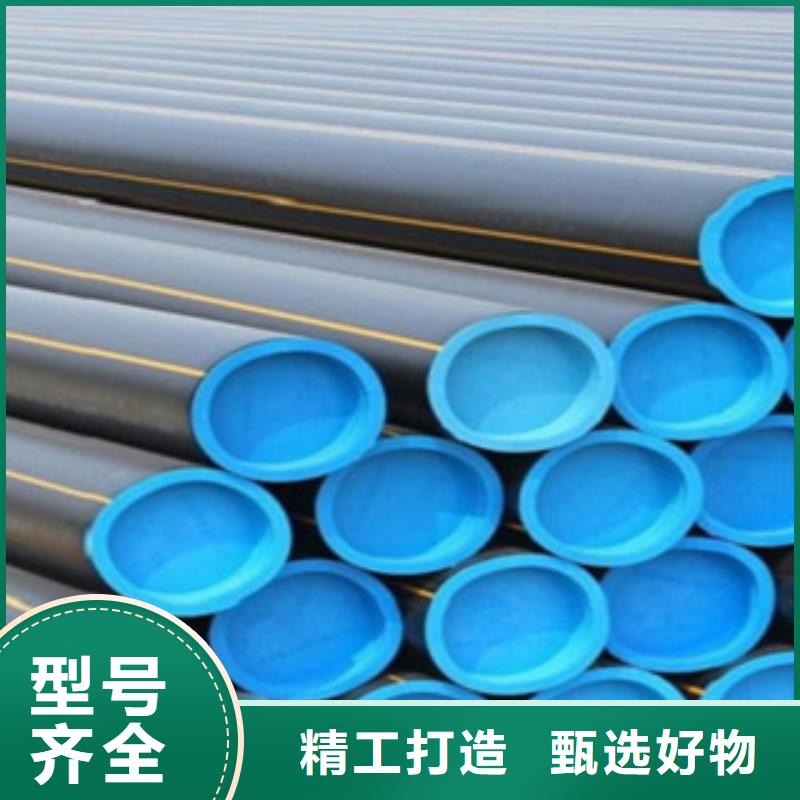
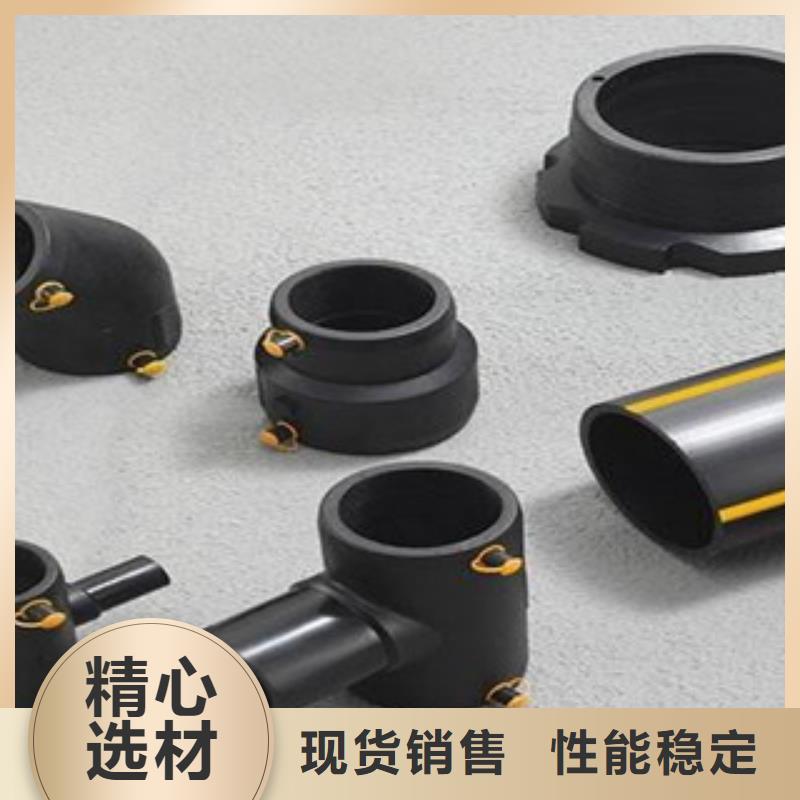
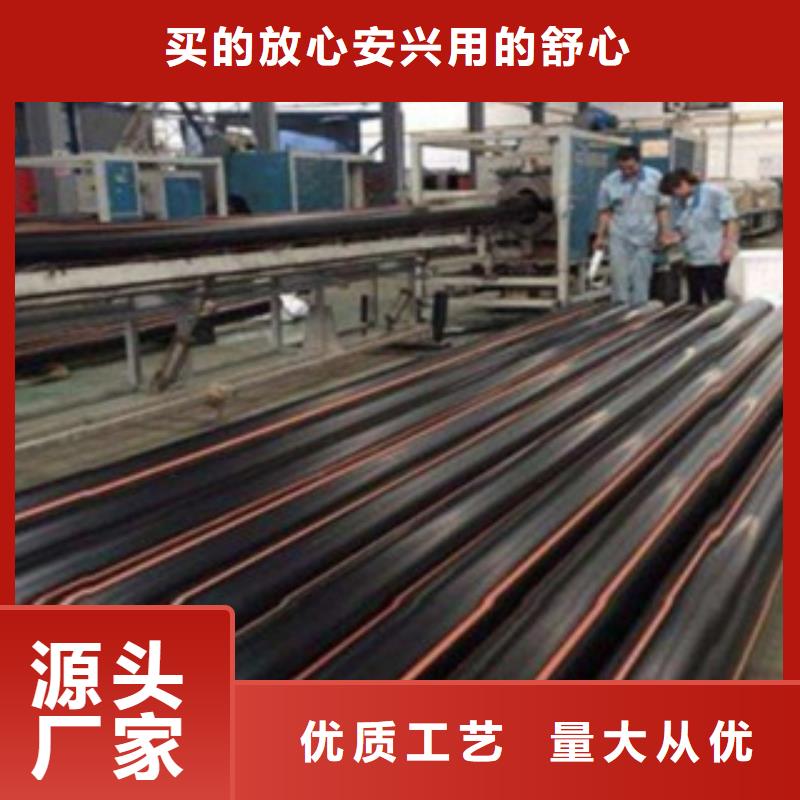
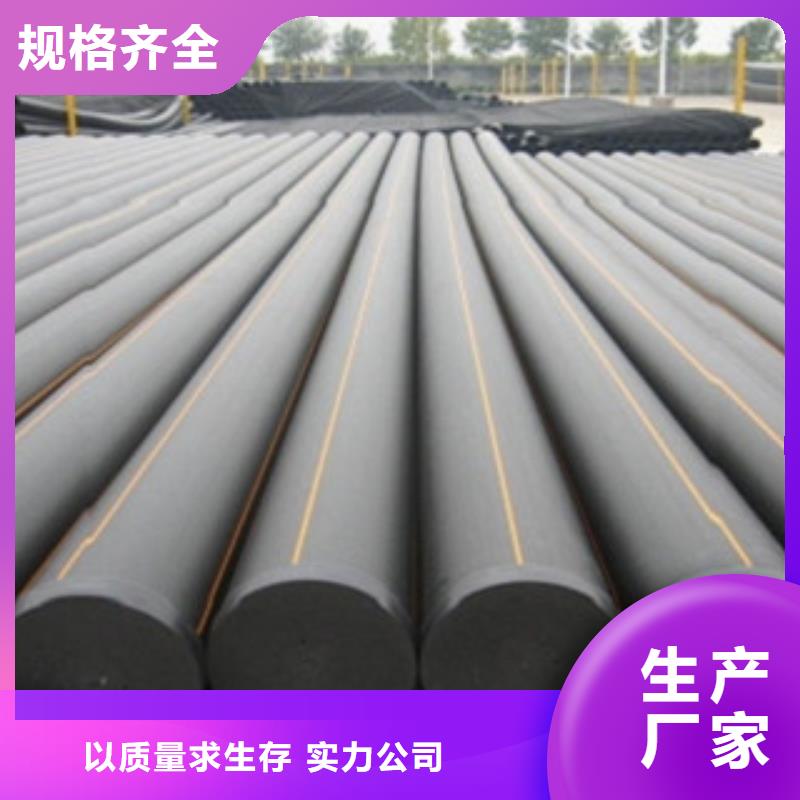
产品实拍图
PRODUCT REAL SHOT DISPLAY


一定在焊接前保证端口整洁,无油污,无杂质,无灰尘。3焊接质量检查可以分为4种,即外观上的检查、卷边检查、性能检测以及破坏性检查。3.1外观检查一般在对熔焊接完成之后,都会对其进行的外观检查,即确认其接口的卷边高度是否适中,是否对称均匀,还要确保卷边中间没有杂物以及污染物等。3.2卷边检查这一检查就是根据一定比例,采用专用工具对对熔焊接接口的卷边进行切除。而且要对卷边的宽度、裂缝问题以及污染问题等进行细致检查。采用卷边测量器这一工具对卷边宽度 值与小值进行检查,确认其有没有符合规定标准,确认卷边有没有变形问题;确认卷边的底部的接合接面有没有污染问题或者熔合不足而导致的裂缝现象。一旦存在污染问题。
则应该对管道接口相应位置进行检查,确认其有没有一样的污染问题,并且给予及时处理;将卷边进行背后屈曲,确认有没有熔合不到位的问题,即明显的裂缝,一旦存在,则应该在管道接口上找出熔合不到位的位置。根据规定,需要进行比例为10%的卷边切除检验。如果企业有条件,应该将其比例上升到。3.3性能检测:在正式施工前应焊接几段样品进行性能检测,样品包括管材与管材之间的焊接,管材与管件之间的焊接,按照 标准进行静液压、拉伸强度等性能检测,各项指标都能达到 标准的要求,说明此焊接工艺和焊接设备以及施工人员都能满足施工要求,可以开始正式施工。3.4破坏性检查一般是在对熔接口的管道中进行分割,形成宽25毫米、长在500~600毫米范围内的直条。
其接口应该在直条的中央位置。对直条进行用力弯曲,使其两端相互接触,检查其是否存在裂缝问题。另外,根据实际情况确定相关检查比例。4PE燃气管焊接的电熔焊接分析在PE管道的电熔焊接方面,可以按照管件的类型而分为两种连接方式,即电熔套筒连接与电熔鞍形,前者主要包括弯头以及三通。在管件生产的过程中,管件内已经预埋好的电热丝会在通电之后进行加热,直到管件的内层与管材的外层都完全被熔化并通过熔胀产生的压力形成一体,等到足够冷却之后,其中的焊合部分会恢复到原来的固体形态,即是电容焊接的原理。4.1电熔焊接在操作方面的要点 ,电熔管件应该在焊接施工之前才可以将其包装打开。通常来说,国外对电熔管件都采取单件包装形式。
则应该对管道接口相应位置进行检查,确认其有没有一样的污染问题,并且给予及时处理;将卷边进行背后屈曲,确认有没有熔合不到位的问题,即明显的裂缝,一旦存在,则应该在管道接口上找出熔合不到位的位置。根据规定,需要进行比例为10%的卷边切除检验。如果企业有条件,应该将其比例上升到。3.3性能检测:在正式施工前应焊接几段样品进行性能检测,样品包括管材与管材之间的焊接,管材与管件之间的焊接,按照 标准进行静液压、拉伸强度等性能检测,各项指标都能达到 标准的要求,说明此焊接工艺和焊接设备以及施工人员都能满足施工要求,可以开始正式施工。3.4破坏性检查一般是在对熔接口的管道中进行分割,形成宽25毫米、长在500~600毫米范围内的直条。
其接口应该在直条的中央位置。对直条进行用力弯曲,使其两端相互接触,检查其是否存在裂缝问题。另外,根据实际情况确定相关检查比例。4PE燃气管焊接的电熔焊接分析在PE管道的电熔焊接方面,可以按照管件的类型而分为两种连接方式,即电熔套筒连接与电熔鞍形,前者主要包括弯头以及三通。在管件生产的过程中,管件内已经预埋好的电热丝会在通电之后进行加热,直到管件的内层与管材的外层都完全被熔化并通过熔胀产生的压力形成一体,等到足够冷却之后,其中的焊合部分会恢复到原来的固体形态,即是电容焊接的原理。4.1电熔焊接在操作方面的要点 ,电熔管件应该在焊接施工之前才可以将其包装打开。通常来说,国外对电熔管件都采取单件包装形式。




