
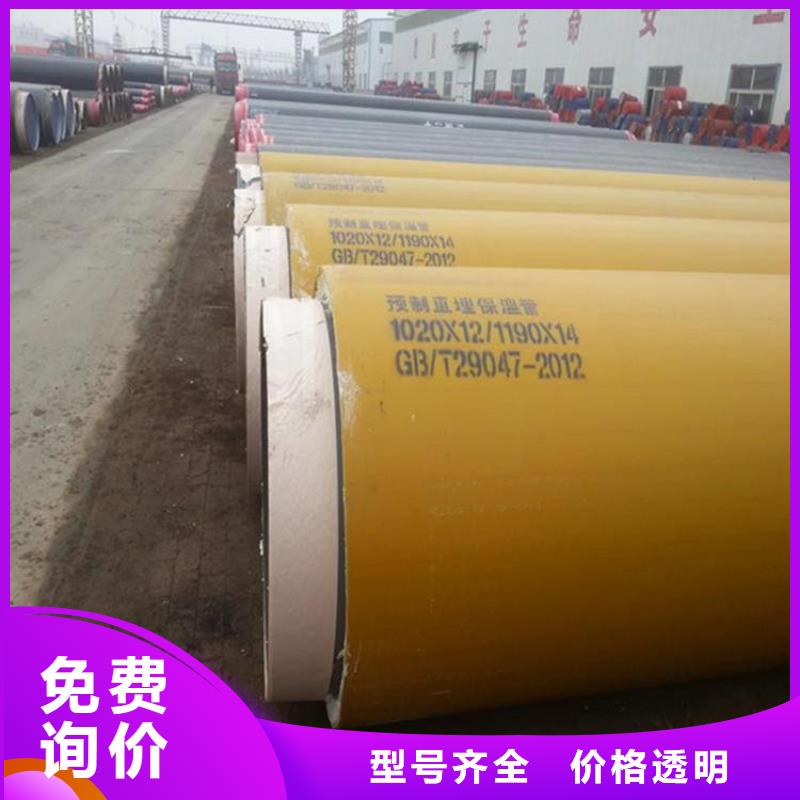





钢套钢保温钢管结构依据滑动方式不同分为:内滑动式与外滑动式两种。内滑动式:保温结构由工作钢管,硅酸铝,减阻层,微孔硅酸钙,隔热层,不锈钢紧固钢带,铝箔反射层,聚氨酯保温层,外套钢管,外防腐层组成。外滑动式:保温结构由工作钢管、玻璃棉保温隔热层、铝箔反射层、不锈钢紧固带,滑动导向支架、空气保温层、外护钢管、外防腐层组成。耐蚀性:化学惰性材料,优异的耐腐蚀性,并可根据输送介质选择不同的耐腐蚀管道。机械强度大:耐水压、耐外压、抗冲击强度好。可根据所需压力设计制造。温度适应性:使用温度范围:-70℃以上,低于250摄氏度。阻力小内壁光滑:粗糙度系数为0.0084。在相同流量下可减小管径。重量轻,使用寿命长,重量轻,运输方便。施工成本低,不需要维修,使用寿命超过50年。保持水质:,饮用水,能保持长期水质卫生。钢管做外防护层,具有强度高,不易损坏,施工检修简便,使用寿命长的优点钢套钢蒸汽保温管是由外护钢管加钢管防腐、聚氨酯泡沫保温层及内工作钢管组合而成,管道的热补偿采用波纹管补偿器,并将其装设在套管内,做成直埋形式,无须设置观察井,施工操作方便、工期短,钢套管强度高、密封性好的特点,成功地解决了防水抗漏的难点。钢套钢保温管材料的作用与特性钢套钢保温管又称钢套钢蒸汽保温管、钢套钢蒸汽直埋保温管、蒸汽直埋保温管。保温钢管适用于输送2.5MPa、350摄氏度以下的蒸汽或其它介质。该产品用钢管做外防护层,具有强度高,不易损坏,施工检修简便,使用寿命长的优点。钢套钢保温管用途广,暖气保温管道、温泉保温管道、供热保温管道、供暖保温管道、空调保温管道、蒸汽保温管道、冷热保温管道、外墙保温企业热源、电厂输送蒸汽、厂区蒸汽管道等。
聚氨酯保温钢管1、内滑动式:保温结构由工作钢管、硅酸铝、减阻层、微孔硅酸钙、隔热层、不锈钢紧固钢带、铝箔反射层、聚氨酯保温层、外套钢管、外防腐层组成。钢套钢保温钢管不仅保温效果好,
东营保温钢管综合造价低,而且在严格按要求施工的情况下,预制直埋式保温管保温管经六年实物解剖分析和人工老化试验证实使用寿命在15年以上,而地沟敷设保温管保温材料为岩棉或离心棉一般3-5年需换一次。如何进行钢套钢东营保温钢管内部清理工作的完成,安装工程的验收,安装工程的验收主要包括,管道轴线的偏差,管道安装的坡度,坡向,工作管的对接处的焊接质量,满足设计及相关规范要求,若设计要求水压试验在施工现场进行则应对工作管进行水压试验,外套管补口在发泡前应进行气密性试验,试验压力为20Kpa肥皂水检验无泄露为合格,预制保温管线外套管防腐层的完好性,如预设伴热电缆或报警线,应确认其接线的正确性及其绝缘性。
聚氨酯材料的直埋保温钢管,打破了传统建材功能单一的防水不保温缺点,防水层一旦出现渗漏,保温层随即失去保温功能的通病。与其他单功能保温或防水材料相比聚氨酯硬泡具有明显的优势:
1.聚氨酯硬泡具有一材多用的功能,同时具备保温、防水、隔音、吸振等;
2、东营保温钢管性能优良,是目前国内所有建材中,导热系数低(s0.024)、热阻值较高的保温材料,导热系数仅为EPS发泡聚苯板的一-半;
3、聚氨酯直埋管连续致密的表皮,和近于百分之100的度互联壁闭孔,促进了良好的不透水性。采用喷涂法施工,达到防水保温层连续无接缝形成无缝屋盖和整体外墙保温壳体,防水抗渗性能优异;
4、化学性质稳定,使用寿命长,对周围环境不构成污染;离明火自熄,且燃烧时只炭化不滴淌,炭化层尺寸和外形基本不变,能有效隔断空气进入,阻止火势的蔓延,防火性能好。
直埋东营保温钢管在保温性能,初投资,施工条件,维护工作量及日常运行费上均有较大优势。保温直埋管道的设计因本工程空调用热水的*温度为60°C,*温度为7°C,因此直埋管道承受的应力不会太大。
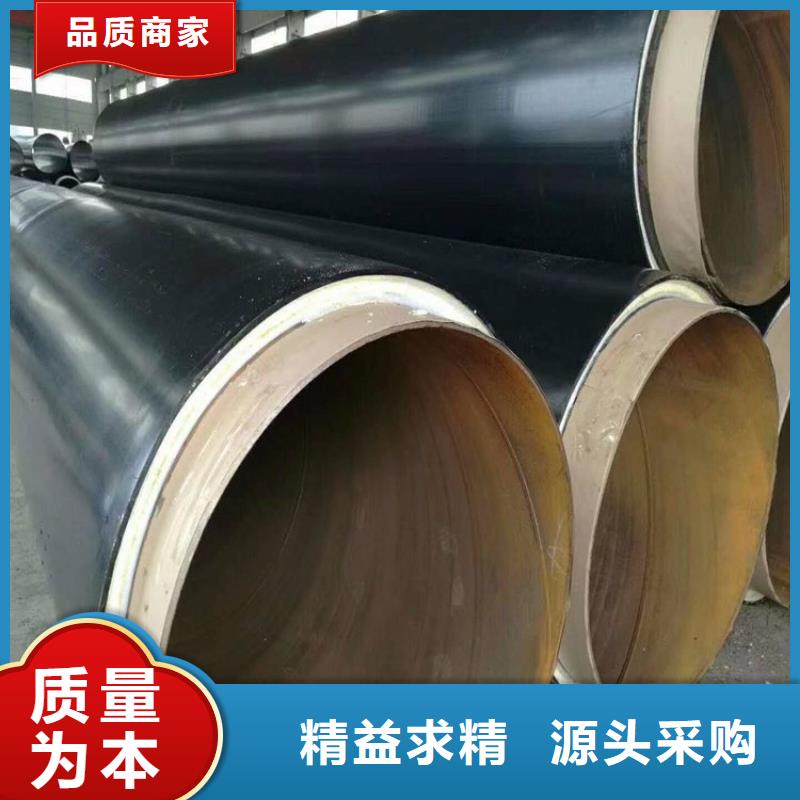
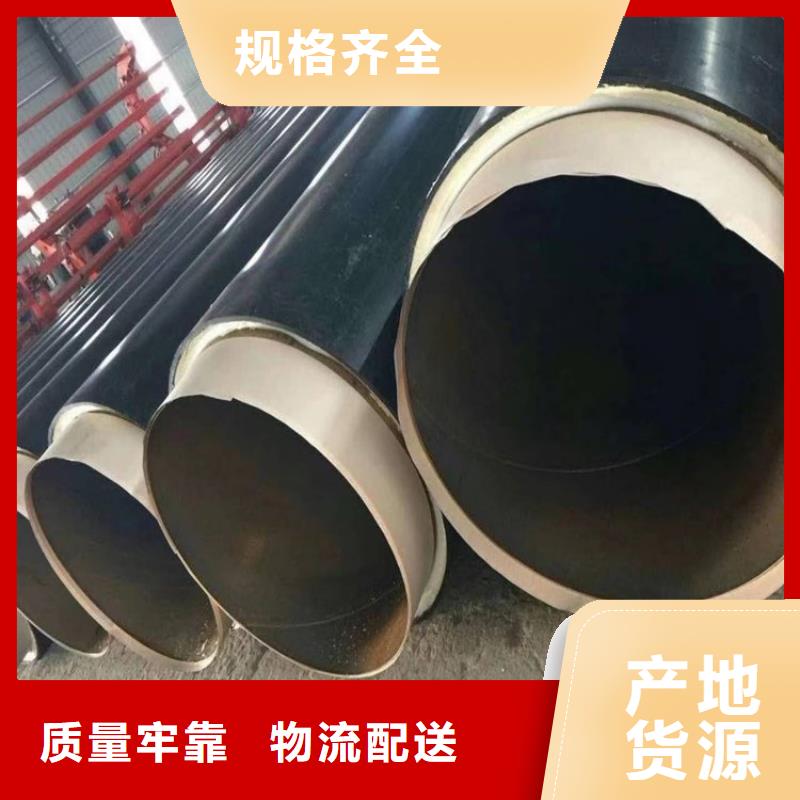
聚氨酯保温钢管,全称:高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋保温管,由输送介质的工作钢管,聚氨酯硬质泡沫塑料保温层和高密度聚乙烯外护管紧密结合而成。
工作钢管层根据设计和客户的要求一般选用无缝管(GB8163至87)螺旋焊管(GB9711至88;SY/T5038至92)和直缝焊管(GB3092至93)。钢管表面经过抛丸除锈工艺处理后,钢管除锈等级可达GB8923-1988标准中的Sa2级,表面粗糙度可达GB6060.5至88标准中R=12.5微米
第二层:聚氨酯保温层用高压发泡机在钢管于外护层之间形成的空腔中一次性注入硬质聚氨酯泡沫塑料原液而成。即俗称的“管中管发泡工艺”。其作用一是防水,二是保温,三是支撑热网自重。当输送介质温度为:-50℃-150℃时,选用硬质聚脲酸酯泡沫塑料做保温层。
第三层:高密度聚乙烯保护层预制成一定壁厚的黑色(黄色)塑料管材,其作用一是保护聚氨酯保温层免遭机械硬物破坏,二是防腐防水。
保温钢管先生产出高密度聚乙烯外护管,然后在聚乙烯外护管与钢管之间的空隙再浇注聚氨酯硬质泡沫塑料保温层的制作工艺就是我们常说的"两步法"。
保温钢管制作流程:钢管除锈--聚氨酯发泡--成形--成品检测--入库
1、除锈
2、穿管及支架捆扎:
A.按芯管和保温层选定的高密度聚乙烯外护管→。
B.除锈处理后的钢管→分段捆扎支架(1.5米/段)→将捆扎好支架芯管穿入高密度聚乙烯外护管内,直至芯管两端裸露部分均为150mm-250mm。
C.将符合芯管直径和保温层厚度的卡头(法兰或外卡)封堵在管道两端并将其锁紧。
注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。
3、聚氨酯浇注发泡:
调整发泡机的混合比为1:1.05→测定设备流量→设定浇注时间(投料量/流量)。在穿管完毕管道两端封堵后的HDPE外护管中间正上位置开浇注孔→将发泡机混合头的浇注嘴插入浇注孔→浇注→料空塞封堵浇注孔→熟化→拆卸卡头→检验→修正投料量→成品。
