



更新时间:2024-11-20 00:48:28 浏览次数:3 公司名称: 鑫福兴管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 1天 |
| 供货总量 | 100万吨 |
| 运费说明 | 现付 |
| 最小起订 | 1 |
| 质量等级 | K9 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鑫福兴 |
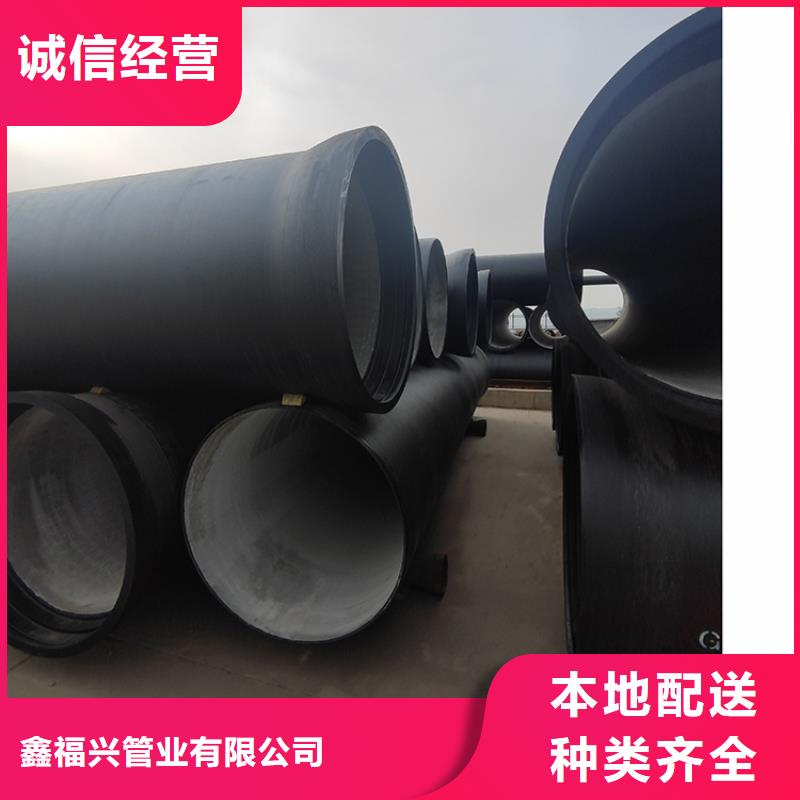
| 产品规格 | DN80-DN1400 |




k9球墨铸铁管公称直径公称直径dn是球墨管体系的管道配件的巨细与数字表明在差异与螺纹或外径的那些有些。公称直径是作为参阅的圆度后的数量、巨细和处置不完全等效数值。名义上的压力名义上的压力是一个表达的pn数字标签代码与压力有关的圆度的是为方便参阅号码。一样的公称压力pn表明一样公称直径。及”一切的管道配件必须习惯端衔接类型一样的衔接的巨细。在中国触及公称压力为了明确意图一般给出丈量单位。在英国美国和其他虽然当前已经建立了一个文件在有关规范球墨铸铁管在公称压力的概念但实际使用英制单位依然用于设备。自从公称压力和压力-温度不一样的规范所以没有严厉的对应关系两个。中国规范规范gb/t9124-2000(:“钢管法兰工艺条件的参阅ansi/asmedin2401——1977年在德国和美国在16.5b-1992规范压力温度等级的准则和办法使用法兰资料中国常用参照国际规范iso/dis7005-1-1992分别为两个公称压力系列(pn0.254.0mpapn2.042.0mpa的压力-温度额定值法兰。规范规则的13种法兰资料12岁以下等级的公称压力工作温度为20-530℃答应工作压力
1、牌号和化学成分球墨铸铁管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。2、制造方法球墨铸铁管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。3、球墨铸铁管及管接头3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。4、力学性能球墨铸铁管镀锌前的力学性能应符合GB 3092的规定。5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。7、水压试验水压试验应在球墨铸铁管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。
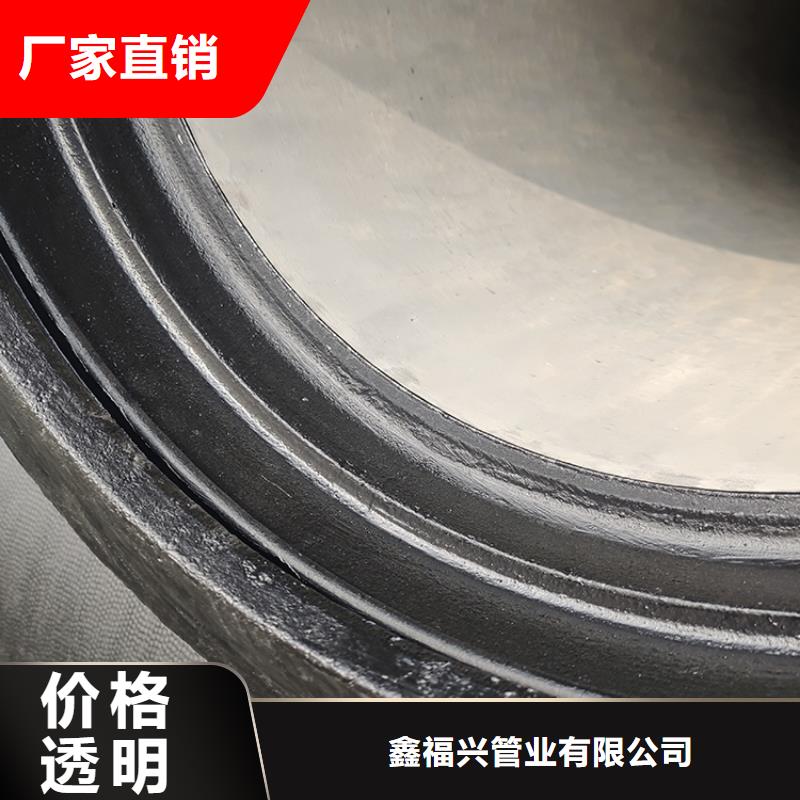
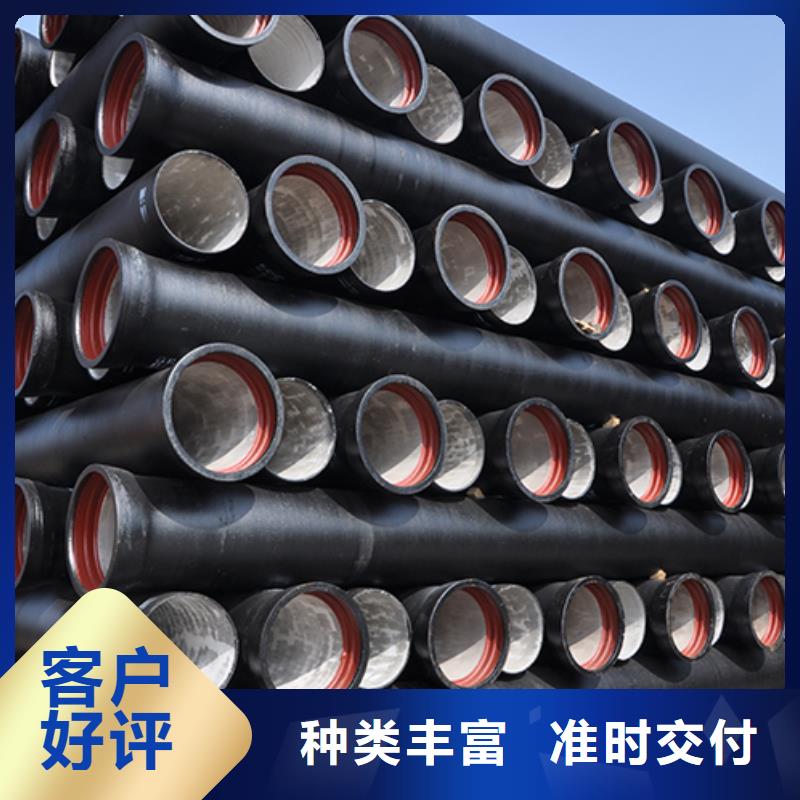
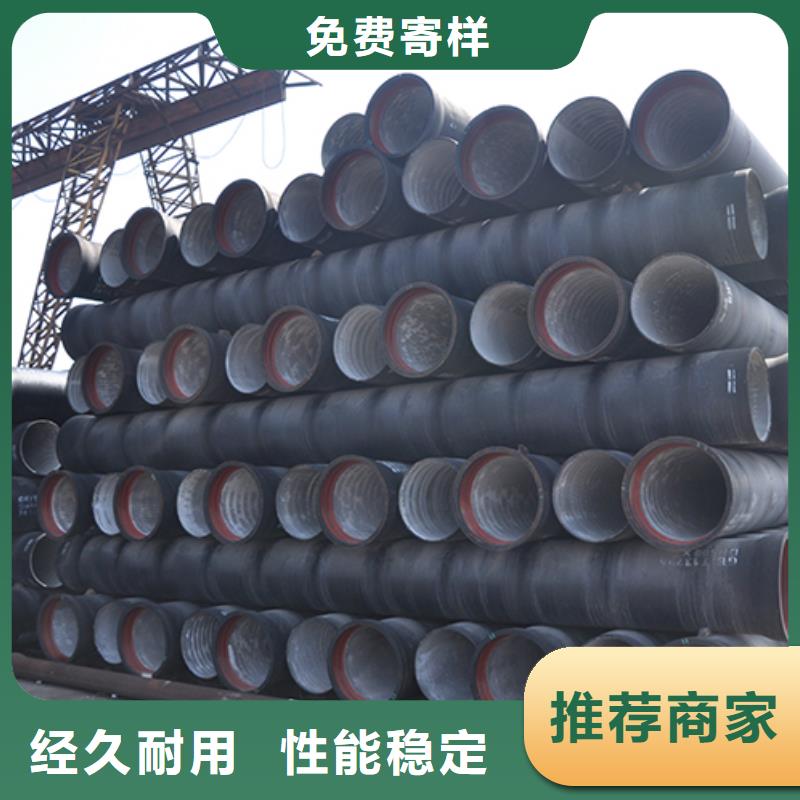
球墨铸铁管柔性接口的特点 1、密封性能良好。由于橡胶圈受到压兰紧压,与铸管承口内表面和插口外表面紧密接合,因而可获得充分的气密性和水密封。 2、具有可挠性。由于橡胶圈具有弹性,铸管承口和压兰内表面呈圆锥形,因而获得了可挠性,使管道能很好地适应地基的少许沉降或振动。 3、具有良好的伸缩性。由于温度的变化,所以铸管产生伸缩容易被其吸收,不需要特殊的伸缩接头。 4、施工简单迅速。使用简单工具(棘轮板手或螺丝钢)即可进行迅速而的装接工作。另外,安装完毕后可以直接加回填土。 5、橡胶圈不易老化,橡胶圈几乎完全被嵌入承口内槽中,露出部分很少、与氧气的接触少,因而老化的危险性小。 6、能防止电化学腐蚀的影响。接口的橡胶圈使每根铸管之间互相绝缘,因而电化学腐蚀的影响小。 7、但铸管接口易脱离。由于柔性接口构造上的特点,其脱离摩擦力不可能很大。因此,在有拔出力作用的管末端和弯头、三通、变径部分等处必须采取适当的防护措施。 三、球墨铸铁管的相关标准 1、球墨铸铁管的壁厚标准,是根据公称直径DN的函数来计算,如e =K(0.5+0.001DN)式中,K为壁厚级别系数,取9、10、11、12四级是标准壁厚。DN为公称口径。单位mm,球墨铸铁管口径为DN(100-200)mm的直管采用下列附加公式计算,e =5.8+0.003DN离心球墨铸铁管的***小壁厚不小于6mm,壁厚负偏差为1.3+0.001DN。给水管道施工中***常用的管道壁厚为K9级。 2、球墨铸铁管的重量标准。球墨铸铁管的密度为7050 kg/m3。重量允许偏差:公称口径≤200mm,重量允许偏差为-8%,公称口径DN>200mm,重量允许偏差为-5%。 3、球墨铸铁管的长度。***常用的标准是6m,承插直管的制造长度偏差为±30 mm,球墨铸铁管应平直,其***大偏差fm不应大于铸管有效长度L的0.125%,即:fm(mm)≤0.125%L。 4、球墨铸铁管的材质构成。是在铁素体和珠光体基体上分布有一定数量的球状石墨。根据公称口径及延伸率的不同,铁素体和珠光体的构成比例不同,石墨的圆整度和大小也不相同。 5、“T”型滑入式柔性接口的球墨铸铁管标记。在插口外表面应有白漆喷涂的插入标记。 
球墨铸铁管熔炼工艺要求如下:出炉温度 高铬铸铁的熔点比一般铸铁高, 约为1200 ℃, 出炉温度约为1500 ℃, 熔炼选用中频感应电炉。炉衬 采用酸性或碱性炉衬均可, 炉衬的配比、打结、烘干和烧结均按常规工艺进行。装料 一般按正常顺序加料, 先将灰生铁、钼铁等难熔铁合金装入炉底, 而后将废钢等按照下紧上松的原则装填 。球磨铸铁管送电熔化 将电炉功率调至进行熔化, 由于Cr 的熔炼损耗较大 , 故铬铁应在加入, 通常是待废钢全部熔化后加入烤红的铬铁。脱氧 待金属炉料全部熔化并提温至1480 ℃后, 再加入锰铁、硅铁及铝进行脱氧。球墨铸铁管浇注 在中频感应炉中熔化, 温度不必太高,温度达到1480 ℃时即可出炉, 铁液在包内应停留一段时间进行镇静, 视工件大小不同可在1380 ~1410 ℃之间进行浇注。公司专业生产球墨铸管,产品质量可靠,服务,价格,想客户之所想,急客户之所急,欢迎前来咨询。