


联系我们

冷拔无缝钢管实力厂家
更新时间:2024-11-07 07:48:21 浏览次数:2 公司名称:聊城 武恒金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 当日为准/吨 |
| 发货期限 | 电议 |
| 供货总量 | 10000000吨 |
| 运费说明 | 电议 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20# 45# 16mn Q234B等 |
| 产品品牌 | 武恒 |
| 产品规格 | 齐全 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东 马钢、莱钢、包钢、重钢等 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品颜色 | 齐全 |
| 外形尺寸 | 齐全 |
| 是否进口 | 否 |
| 材质 | 20# 45# 16mn 20cr 40cr Q345B Q355B |
| 规格 | 齐全 |
| 价格 | 电议 量大优惠 |
| 产地 | 山东 包钢 宝钢 凤宝 衡钢等 |
| 货号 | 00001 |
| 计重方式 | 过磅 |
| 仓库所在城市 | 聊城 |
| 加工服务 | 可提供加工服务 |
| 配送服务 | 全国范围 均可配送 |
| 货物销售类型 | 现货 |
| 用途范围 | 结构,流体,建筑装饰,机械加工,压力容器等 |
| 产品表面描述 | 光滑 无毛刺 |
| 计量单位 | 吨 |



<大庆>武恒金属制品有限公司
 大庆冷拔无缝钢管实力厂家
大庆冷拔无缝钢管实力厂家

一分价钱一分货,多花钱买好货!价格和质量永远是成正比的,好的质量一定会是高的价格,有人和你说他的质量好,但价格便宜,不要相他,他一定是在哪个环节骗了你
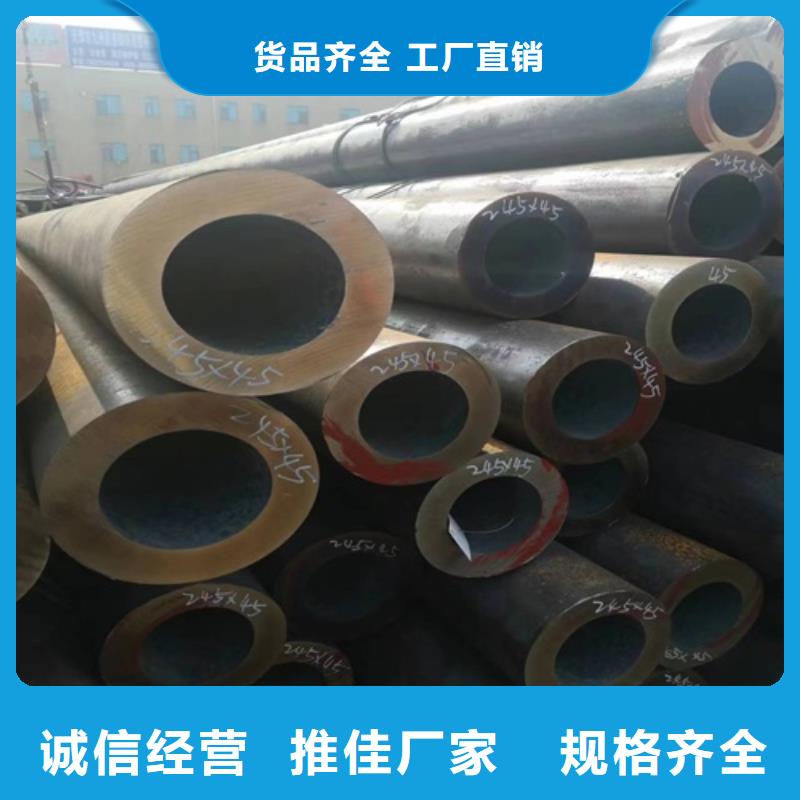
武恒金属制品有限公司主要生产经营:Q345B无缝钢管、27simn无缝钢管、16mn无缝钢管、40cr无缝钢管、20#无缝钢管、45#无缝钢管、可根据客户要求定做定尺非标无缝钢管(除国标以外的规格),结构用无缝钢管、流体用无缝钢管、液压无缝钢管、电力用无缝钢管、石油输送用无缝钢管、化肥设备用无缝钢管、煤矿用无缝钢管、化工用无缝钢管、纺织机械用无缝钢管、汽车;水利用无缝钢管,精密无缝钢管、光亮无缝钢管、用无缝钢管、管道用无缝钢管、支柱用无缝钢管等。
另外公司还常年销售包钢、成都、天津、宝钢、鞍钢、西钢、冶钢、安钢、衡钢、常钢等钢厂及德国、日本、等进口生产的大中型优质无缝钢管.常备资源材质为: 10#、20#、35#、45#、20cr、Q345B、40cr ,16Mn、27SiMn、10CrMo910、15CrMo 12cr1movg.35CrMo.42crmo A335P91。12Cr2MoWvTip钢研102 WB36 执行国标:GB/T8162-99结构管、GB/T8163-99流体管、GB/T3087-99中低压锅炉管、GB/T5310-95高压锅炉管、GB/T6479-2000化肥专用管、27SiMn液压支架管、高压合金管、GB/T9948-85石油裂化管GB9948-88、地质钻探用管YB235-70、汽车半轴套管YB/T5035-96等各种标准的无缝钢管我公司现有库存100000余吨,1000多个品种任你选购主导产品:结构管、流体管、锅炉管、化肥专用管、合金管、异型管、精密冷拔管、大口径厚壁管、机械加工用管。(液压支架管27SiMn、高炉钻杆、石油套管J55 、N80)等。

热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,后贴上标签、进行规格编排后放置到到仓库当中。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。


