



【新品发布,视频先行!】无缝管源头工厂产品,等你来探!
以下是:无缝管源头工厂的图文介绍

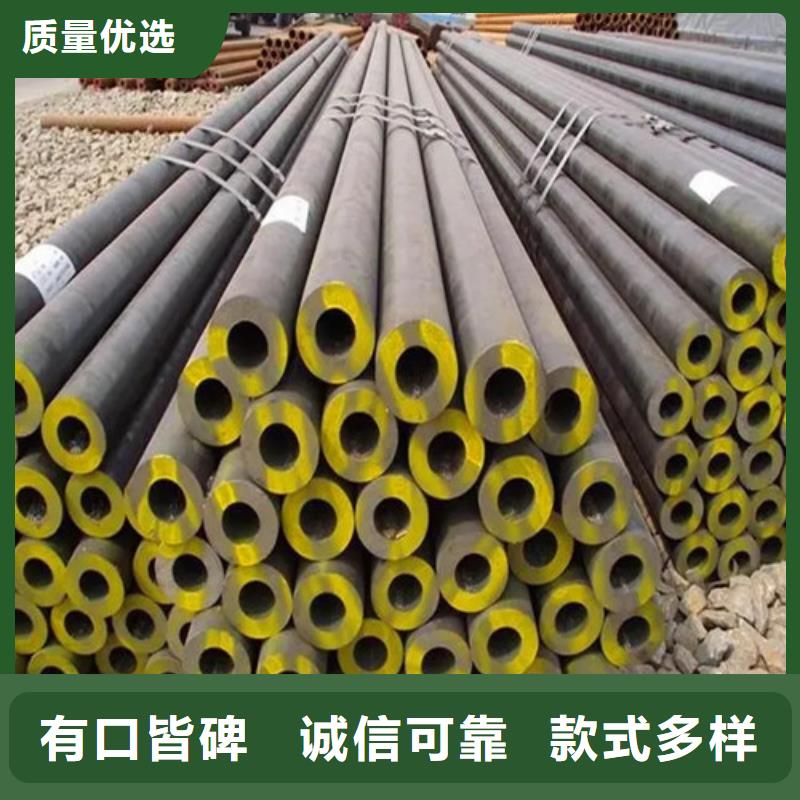
九 圆管与异型管: 钢管按横截面积形状的不同可分为圆管和异型管。由于在周长相等的条件 下,圆面积 ,用圆形管可以输送更多的流体。此外,圆环截面在承受内部 或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管。但是,圆管也有一定的局限性,如在受平面弯曲的条件下,圆管就不如方、矩形管抗弯强度大,一些农机具骨架、钢木家具等就常用方、矩形管。根据不同用途还需有其他截面形状的异型钢管。 异型辽宁丹东无缝钢管是除了圆管以外的其他截面形状的辽宁丹东无缝钢管的总称。 按钢管截面形状尺寸的不同又可分为等壁厚异型无绛钢管(代号为D)、不等壁厚异型无绛钢管(代号为BD)、变直径异型辽宁丹东无缝钢管(代号为BJ)。异型辽宁丹东无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异 型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。


冷轧(拨)辽宁丹东无缝钢管的分类: 冷轧(拨)辽宁丹东无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧辽宁丹东无缝管外径一般大于 32mm,壁厚2.5-75mm,冷轧辽宁丹东无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高。 ②冷轧(拔)辽宁丹东无缝钢管主要生产工序: 坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验 一般的辽宁丹东无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧辽宁丹东无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧辽宁丹东无缝钢管要短于热轧辽宁丹东无缝钢管,冷轧辽宁丹东无缝钢管的壁厚一般比热轧辽宁丹东无缝钢管要小,但是表面看起来比厚壁辽宁丹东无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。



我司是一家面向全国客户销售批发: 辽宁丹东20#精密钢管、 辽宁丹东20#精密钢管, 辽宁丹东20#精密钢管等系列产品。
我们的宗旨是:提供优质铸造产品,让客户满意、放心!
我们的理念是:诚信、专业、务实、共赢。


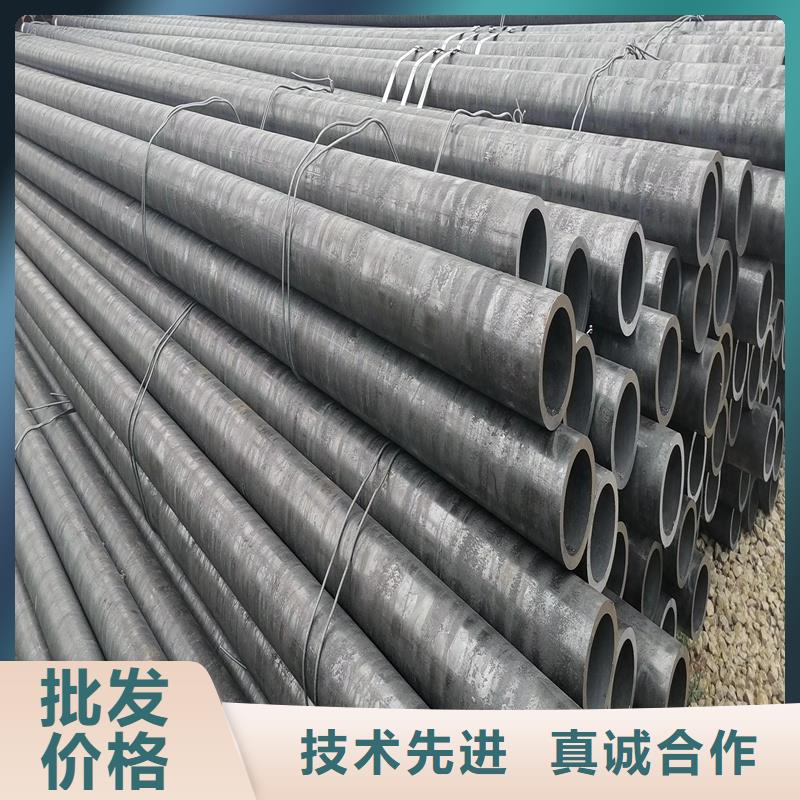
不锈钢辽宁丹东无缝管的制造工艺:热轧(挤压辽宁丹东无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库。轧制辽宁丹东无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题。 圆管坯出炉后要经过压力穿孔机进行穿空:一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。 钢材的内径尺寸波动较大,原因是;钢温不稳定有阴阳面。钢的成分不均匀。由于设备简陋,地基强度低,轧机的跳大。会出现有同一周内内径变化较大,这样的钢筋受力不均匀易产生断裂。 优质材的商标和印字都比较规范。 三钢材直径16以上的大螺纹,两商标之间的间距都在IM以上。 钢材螺纹钢的纵筋经常呈波浪形。 钢材厂家由于没有行车,所以打包比较松散。侧面呈椭圆形。


