


联系我们

Q355C无缝钢管加工厂
更新时间:2024-11-20 06:31:19 浏览次数:1 公司名称:聊城 九晨钢铁制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/米 |
| 发货期限 | 1-3天 |
| 供货总量 | 99899 |
| 运费说明 | 电议 |
| 材质 | 多种材质 |
| 可定制 | 1-12米 |
| 型号 | 齐全 |


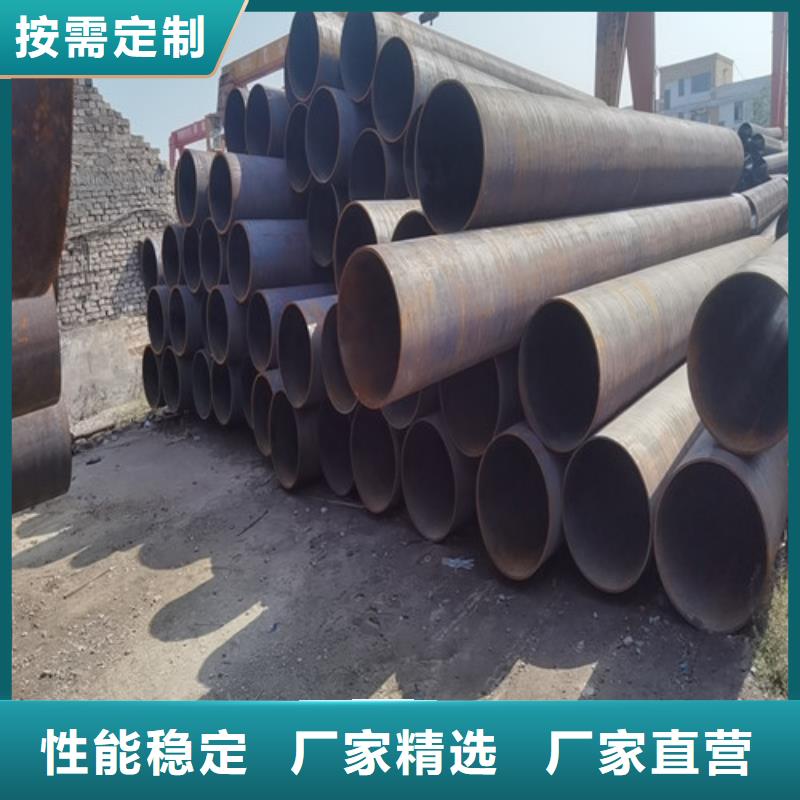







目前的市面上,各种类型的管道材料种类多样,主要是以钢为主要材料的管道,在众多的管道中,无缝钢管是市面上使用率高的一种,可以说,这种管道材料的优势是非常明显的,一方面是因为无缝钢管的品质好,价格低廉,是一种性价比极高的管道材料,另一方面是因为这种类型的管道材料无论是从安装还是使用寿命的方面看,也同样具有压倒性的优势。
也正是因为如此,这种类型的管道材料才能得到快速推广,目前的无缝钢管生产厂家数量也在不断的增加,总体上说,这种类型的管道材料在质量上还是经过了严格把关的,因此,无缝钢管在出厂之前都必须要经过检测,这样才能更好的保证这种管道材料的质量,因此,无缝钢管的未来发展空间必然还会变得更加广阔
45#无缝钢管为优质碳素结构用钢 硬度不高易切削加工模具中常用来做模板梢子导柱等但须热处理 45号无缝管钢淬火后没有回火之前,硬度大于HRC55(限高可达HRC62)为合格。实际应用的限高硬度为HRC55(高频淬火HRC58)。45#无缝钢管不要采用渗碳淬火的热处理工艺。调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。但表面硬度较低,不耐磨。可用调质+表面淬火提高零件表面硬度。结构用无缝管(GB/T8162-2008)是用于一般结构和机械结构的无缝管。流体输送用无缝管(GB/T8163-2008)是用于输送水、油、气等流体的一般无缝管。低中压锅炉用无缝管(GB3087-2008)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝管。高压锅炉用无缝管(GB5310-2008)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、合金钢和不锈耐热钢无缝管。化肥设备用高压无缝管(GB6479-2000)是适用于工作温度为-40~400℃、工作压力为10~30Ma的化工设备和管道的优质碳素结构钢和合金钢无缝管。
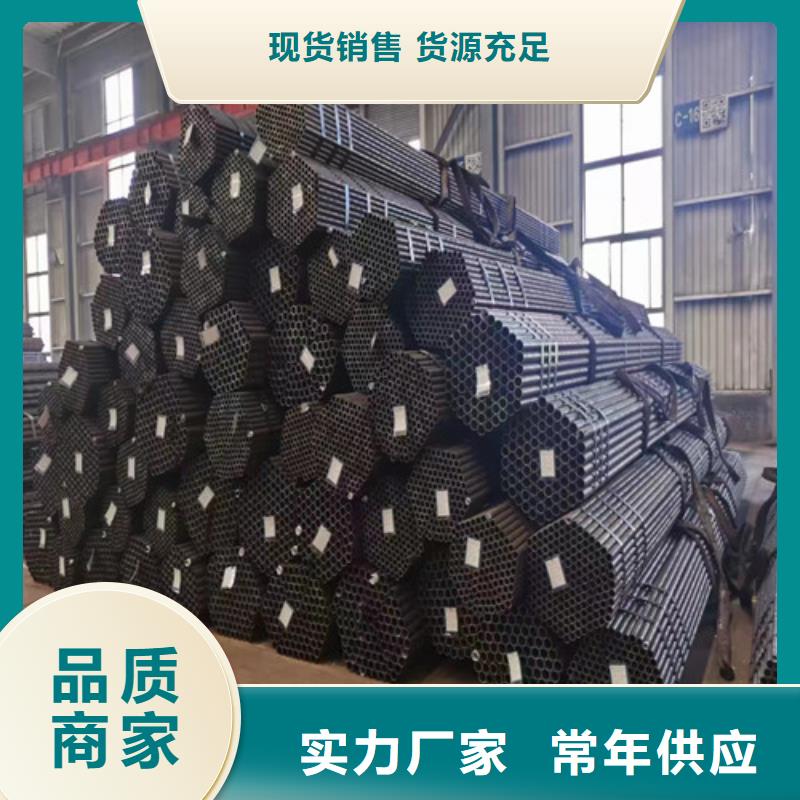
众所周知,无缝钢管是用钢材通过各种工序加工而成不同性能和尺寸的管材。无缝钢管由于其重量大,占地面积广,因此要有自己专门的存储空间。关于存储无缝钢管,我们要考虑许多不同的外界因素。首先要考虑选择清洁干净,易于排水的仓库,这样可以保持无缝钢管的干燥性。而且仓库不可以和其他有侵蚀性的材料放在一起,要做到专库专用。
其次,因为无缝钢管的种类和生产批次较多,在存放的时候要做到统筹合理安排,做到先进先出。而且要按不同品种材料分别堆放,防止混淆和相互腐蚀。后,要做好无缝钢管入库后由专人经常检查。检查项目包括:库房的防水、通风情况,无缝钢管表面清洁工作。定期检查清楚隐形隐患。
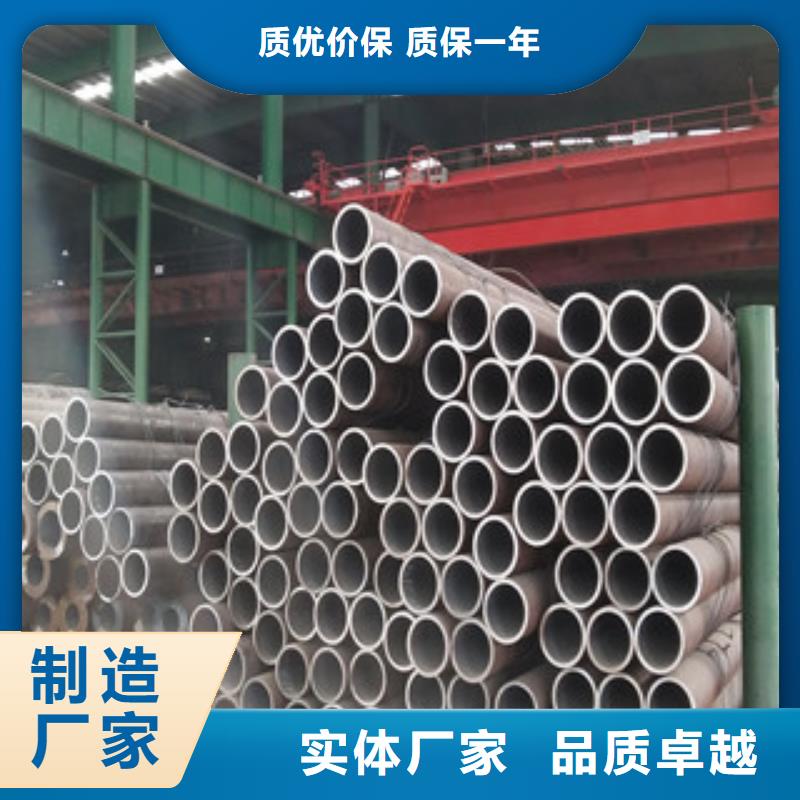
首先大家要了解什么是酸洗:利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。酸洗用酸有硫酸、盐酸、磷酸、和混合酸等。为提高钢管抗腐蚀能力,延长产品使用寿命,因此对钢管必须进行酸洗、钝化表面处理,使表面形成一层保护膜。
20Cr无缝无缝管,20Cr为珠光体,是可以进行焊接的,20Cr钢焊接性较好,焊后一般不需热处理。
20Cr无缝无缝管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料等。与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,20Cr无缝无缝管是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。用20Cr无缝管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,目前已广泛用无缝管来制造。20Cr无缝无缝管还是各种常规武器不可缺少的材料,枪管、炮筒等都要无缝管来制造。20Cr无缝管按横截面积形状的不同可分为圆管和异型管。由于在周长相等的条件下,圆面积 ,用圆形管可以输送更多的流体。此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数无缝管是圆形管材。
20Cr无缝无缝管
化学成份(%):硅:0.17~0.37
力学性能:抗拉强度 σb (MPa):≥835屈服强度 σs (MPa):≥540伸长率 δ5 (%):≥10断面收缩率 ψ (%):≥40,冲击吸收功Ak(J)≥47硬度:退火或高温回火供应状态硬度≤156HB,试样尺寸:试样尺寸15mm
热处理规范及金相组织:
热处理规范:淬火温度(℃) 次880第二次780~820,冷却剂水和油。回火温度(℃)200,冷却剂水、空。
焊接性能:
2、厚度大于15mm的20Cr零件在焊前需预热到100~150℃,若要求不高焊前可不预热,焊后也可不进行回火热处理。
