





 <成都>聚晟护栏制造有限公司
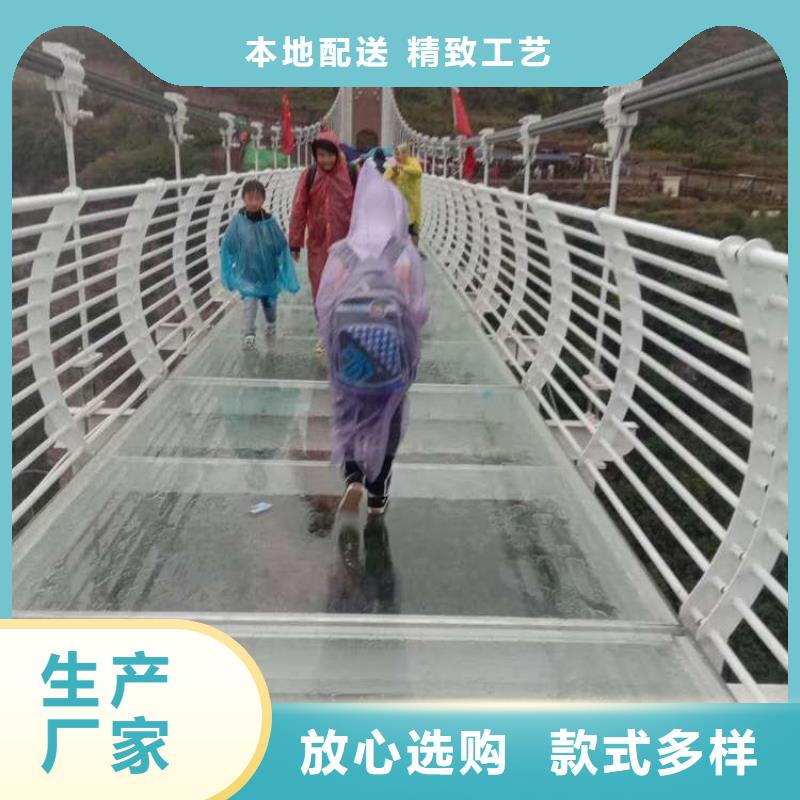
成都桥梁防撞护栏厂家直售
<成都>聚晟护栏制造有限公司
成都桥梁防撞护栏厂家直售
桥梁防撞护栏的施工要点
施工控制要点:丈量控制点依照每5m设置一个,为标高及线形的控制打好根底,然后将防撞栏范围内的混凝土停止凿毛并清算洁净。钢筋加工尺寸要精准,装置时采用定位架法停止装置。依据设计图中2、3号钢筋的位置、角度和尺寸分别制造定位架。
采用定位架配合控制点的做法使防撞栏钢筋的标高和线形得到了有效的保证,钢筋维护层合格率可坚持在90%以上。桥梁防撞栏2号钢筋定位架在施工中的应用。定位架立在丈量控制点上,采用程度尺停止调平,前段横杆与立杆的角度是依据设计图中的角度加工的,横杆的长度也是依据设计图中的尺寸预留的。
将位置调好的2号钢筋与翼板预埋4号钢筋焊接结实,桥梁防撞栏3号钢筋定位架在施工中的应用。当位置调整好以后,立刻采用电弧焊将3号钢筋与预埋在梁体翼板中的4号钢筋和之前装置的2号钢筋焊接结实。以此类推每隔5米构成一个规范断面,然后挂线装置中间段落钢筋。
模板装置、加固、撤除采用防撞栏模板专用台车,桥梁防撞栏模板采用定型钢模,单片长度为1.5米。加固方式为内侧拉杆配合外侧支撑。端头模板同样采用定型钢板,固定方式为高强螺栓。同时防撞栏的断缝同样采用定型钢板,拆模后的断缝为62.5px宽的真缝,充沛保证防撞栏混凝土不开裂、外观质量良好。


不锈钢复合管护栏的不锈钢复合管为什么经常会发生变形
不锈钢复合管焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间的连接。这一过程中,不锈钢复合管通常还需要施加压力。焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。19世纪末之前, 的焊接工艺是铁匠沿用了数百年的金属锻焊。早的现代焊接技术出现在19世纪末,先是弧焊和氧燃气焊,稍后出现了电阻焊。20世纪早期,随着 次和第二次世界大战开战,不锈钢复合管对军用器材廉价可靠的连接方法需求极大,故促进了焊接技术的发展。今天,随着焊接机器人在工业应用中的广泛应用,研究人员仍在深入研究焊接的本质,继续开发新的焊接方法,以进一步提高焊接质量。
不锈钢复合管的压力是比较大的,而且它不容易变形,色泽又是比较光亮的,对于不锈钢复合管的各种的耐磨性能比较好,各种的应用都是比较广泛的。不锈钢复合管虽然是比较坚固,也是比较耐用,但是它在使用中还是出现了很多的问题的,比较常见的就是不锈钢复合管变形,在护栏和护栏上是能看出来的,常见的不锈钢变形是一个比较重要的问题,也是影响使用和形象的一个比较重要的因素之一。
这样的一些折线,往往会贯穿,整个不锈钢复合管的纵向。而在不锈钢复合管的纵向被贯穿,在进行折叠的时候,就会出现开裂的情况。甚至有一些不锈钢复合管,在折叠之后,就直接断掉了。

