
准备好领略无缝钢管焊管现货满足大量采购产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。
以下是:无缝钢管焊管现货满足大量采购的图文介绍

万弗莱钢有限公司坐落于大邱庄开发区,公司主要产品有 安徽亳州黑方管。公司自成立之处,即秉承客户至上,质量至上,诚信为本”的宗旨,产品遍及各地。多年来,公司积j i倡导:以客户为目的,以市场为导向,积j i开拓市场。公司凭借产品的质量、良好的信誉、优良的服务、合理的价格获得了客户的信赖和好评。实现了公司业务的长期发展。



冷拔或冷轧“苏州q345b无缝钢管价格”“杭州16mn无缝钢管厂家”(GB3639-2000)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧“苏州q345b无缝钢管价格”“杭州16mn无缝钢管厂家”。 选用“苏州q345b无缝钢管价格”“杭州16mn无缝钢管厂家”制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。
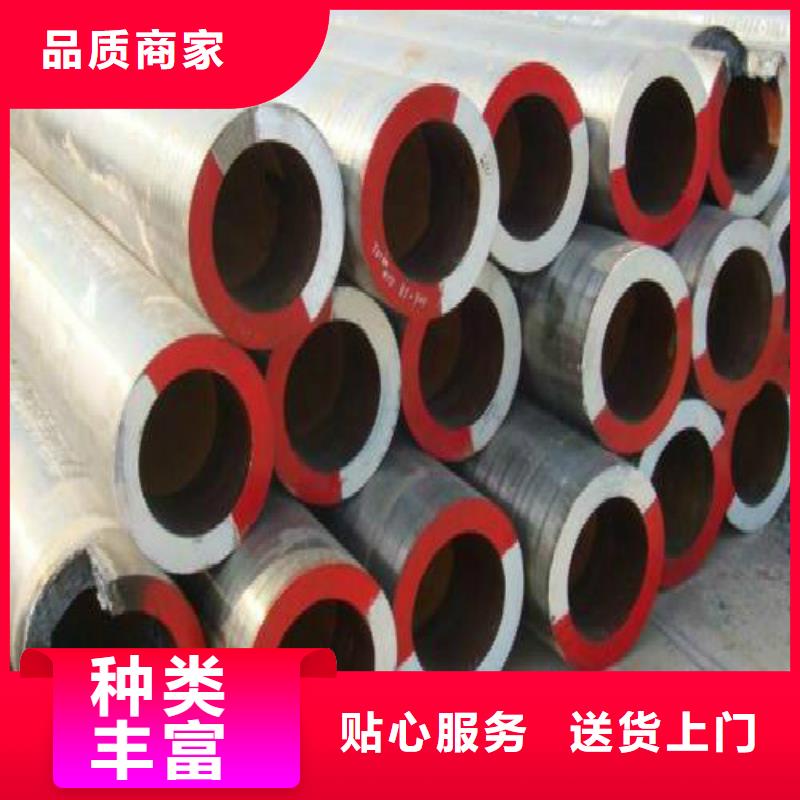
15、结构用不锈钢无缝钢管(GB/T14975-2002)是广泛用于化工、石油、轻纺、医疗产品名称:高压化肥用无缝钢管
执行标准:GB6479-2000,ASTM DIN JIS
牌号和钢级:20# 16Mn,15CrMo,12CrMo、12Cr2Mo等
无缝钢管重量计算公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
1.美标ERW高频焊管ASTM A106、A53,规格:1/2″-24″,21.3-609.6mm
2.英标ERW高频焊管BS1387,规格:1/2″-12″,21.3-323.8mmGB3087低中压锅炉管主要用于制造各种低中压锅炉、过热蒸汽管等。GB3087低中压锅炉管:用于制造各种低中压锅炉、过热蒸汽管、沸水管、水冷壁管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管等。用优质碳素结构钢热轧或冷轧(拨)无缝钢管。主要用10、20号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。
低中压锅炉管执行标准:低中压锅炉用无缝钢管(GB3087-2008)
钢管理论重量的计算方法:(外径-壁厚)*壁厚*0.02466
15、结构用不锈钢无缝钢管(GB/T14975-2002)是广泛用于化工、石油、轻纺、医疗产品名称:高压化肥用无缝钢管
执行标准:GB6479-2000,ASTM DIN JIS
牌号和钢级:20# 16Mn,15CrMo,12CrMo、12Cr2Mo等
无缝钢管重量计算公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
1.美标ERW高频焊管ASTM A106、A53,规格:1/2″-24″,21.3-609.6mm
2.英标ERW高频焊管BS1387,规格:1/2″-12″,21.3-323.8mmGB3087低中压锅炉管主要用于制造各种低中压锅炉、过热蒸汽管等。GB3087低中压锅炉管:用于制造各种低中压锅炉、过热蒸汽管、沸水管、水冷壁管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管等。用优质碳素结构钢热轧或冷轧(拨)无缝钢管。主要用10、20号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。
低中压锅炉管执行标准:低中压锅炉用无缝钢管(GB3087-2008)
钢管理论重量的计算方法:(外径-壁厚)*壁厚*0.02466




热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
C、无缝管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。
D、直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。
E、无缝管两端应切成直角,并毛刺。不锈钢无缝管的制造工艺:
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
C、无缝管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。
D、直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。
E、无缝管两端应切成直角,并毛刺。不锈钢无缝管的制造工艺:
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
