



航萧管件
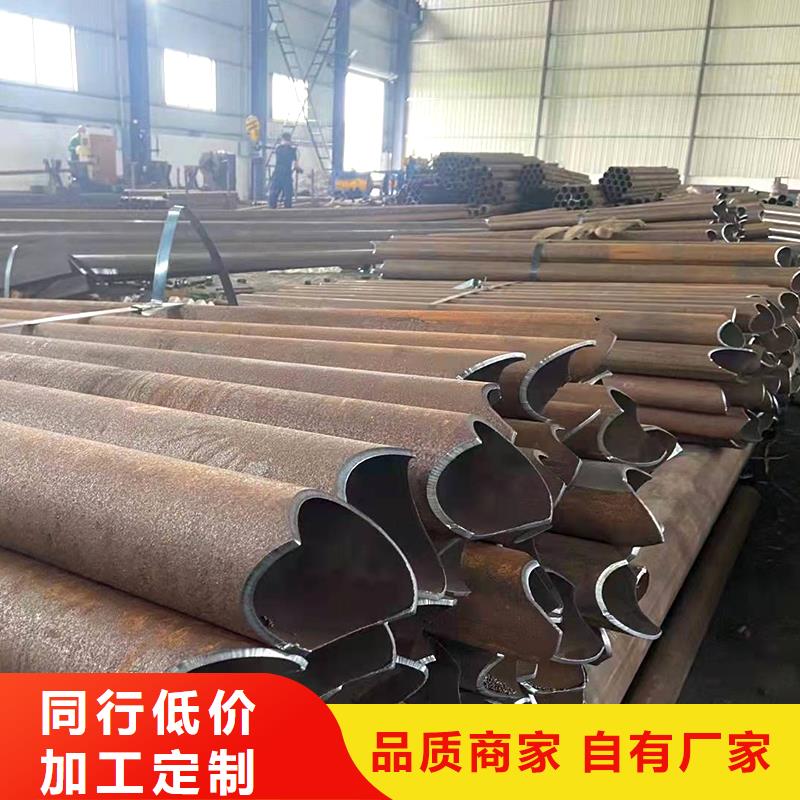
 弯管在长运输管路中有哪些主要用途。目前正在使用的弯管以及在弯曲生产和加工的整个过程中,有许多损害弯管质量的因素,其中弯管的生产和质量直接危及管道的性及其可靠性和资产节约。现在,弯管生产设备包括弯管组织结构中的结构,以及弯管组织中的弯管。
弯管在长运输管路中有哪些主要用途
为了布置要加工的管材,弯管成形磨机包括磨床和伺服电机电气设备连接、砂轮磨床和闭合产生内腔的固定磨床,其中固定磨床和驱动电机连接驱动旋转,结构还为生产和加工的支撑点管设置支撑点零件,驱动装置连接到支撑点块,支撑点块提供支撑点等待管材的使用,这一阶段的弯曲精度高,成本低,机器设备的可靠性高,因此在具体的生产和加工中获得了较为合理的效率。
目前使用的弯管生产设备包括带形轴承、槽轮弯管结构、换档杆、弯管角板、手工弯管生产设备等,使手工操作台保持弯管,使用斜角结构控制视角,因为目前的有利效果便于使用,提高了工作效率,使不同的原材料能够合理加工。
另外,輔助组织和主模组织能够开展拆换,另外机器设备的构造简易,在其中的合理布局,拆卸便捷,原材料弯折高精度,生产制造和应用低成本,因而弯管的机器设备的应用更为便捷,现如今的弯管在很多行业中获得了更强的运用,因而变成关键的管材商品,以合理的考虑具体的要求。
拉弯加工-本溪生产厂家
弯管在长运输管路中有哪些主要用途。目前正在使用的弯管以及在弯曲生产和加工的整个过程中,有许多损害弯管质量的因素,其中弯管的生产和质量直接危及管道的性及其可靠性和资产节约。现在,弯管生产设备包括弯管组织结构中的结构,以及弯管组织中的弯管。
弯管在长运输管路中有哪些主要用途
为了布置要加工的管材,弯管成形磨机包括磨床和伺服电机电气设备连接、砂轮磨床和闭合产生内腔的固定磨床,其中固定磨床和驱动电机连接驱动旋转,结构还为生产和加工的支撑点管设置支撑点零件,驱动装置连接到支撑点块,支撑点块提供支撑点等待管材的使用,这一阶段的弯曲精度高,成本低,机器设备的可靠性高,因此在具体的生产和加工中获得了较为合理的效率。
目前使用的弯管生产设备包括带形轴承、槽轮弯管结构、换档杆、弯管角板、手工弯管生产设备等,使手工操作台保持弯管,使用斜角结构控制视角,因为目前的有利效果便于使用,提高了工作效率,使不同的原材料能够合理加工。
另外,輔助组织和主模组织能够开展拆换,另外机器设备的构造简易,在其中的合理布局,拆卸便捷,原材料弯折高精度,生产制造和应用低成本,因而弯管的机器设备的应用更为便捷,现如今的弯管在很多行业中获得了更强的运用,因而变成关键的管材商品,以合理的考虑具体的要求。
拉弯加工-本溪生产厂家
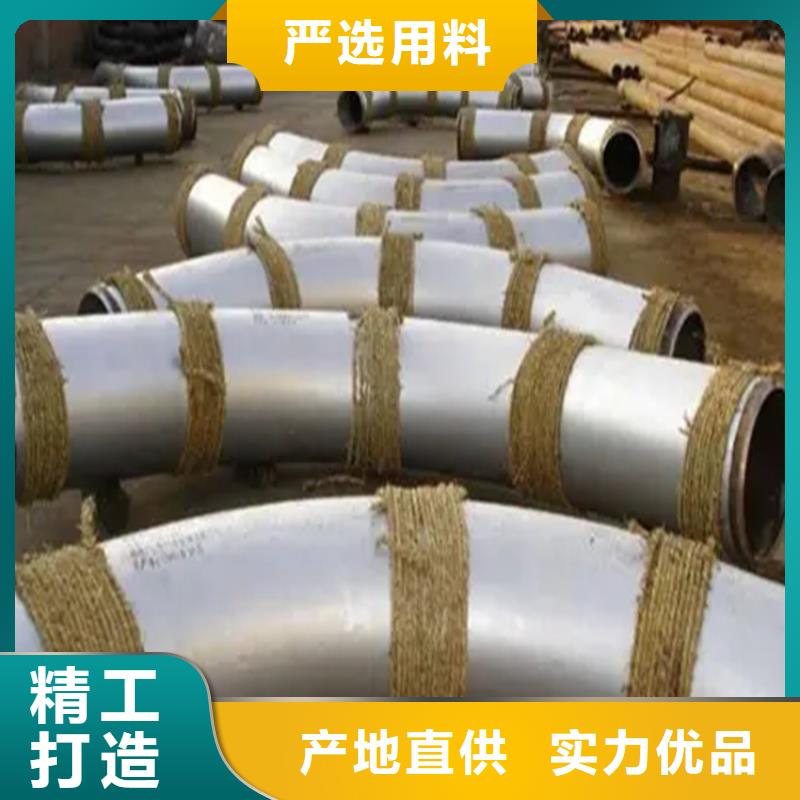
 弯管加工过程中如何防止开裂。在不锈钢弯管弯曲过程中产生内裂的原因方面当不锈钢弯管加热时当不锈钢弯管超过相应的出现变形环境温度和相应的出现变形程度上时在管壁造成内裂这两类内裂都跟材质不锈钢弯管相关。顺着同样的成形规范,弯头机器设备的弯折实际操作会遭受损害。
弯管加工过程中如何防止开裂
坚持现有的弯头加工设备,包括预热装置和弯头装置、弯头预热装置的设置,弯头装置具有升降机构和推进机构,升降机构包括下支承体,上支承体具有弯头加工设备的结构、弯头加工设备的结构
用弯头加工设备安装与基座垂直配置的低压缸,上模设置在下缸的下端,下模设置在上模的下端,上模设置在模与下模的界面上,下模设置在下模芯上,下模的末端与基座相连,旋转板的固定板与活塞杆相连,金属相连茶叶弯管加工设备的不锈钢弯管机构包括旋转件和安装在旋转件上的不锈钢弯管,旋转件包括驱动装置的旋转框架,不锈钢弯管包括凸块和不锈钢弯管模块,驱动机构设置在相应的紧固件中。
弯管加工过程中如何防止开裂。在不锈钢弯管弯曲过程中产生内裂的原因方面当不锈钢弯管加热时当不锈钢弯管超过相应的出现变形环境温度和相应的出现变形程度上时在管壁造成内裂这两类内裂都跟材质不锈钢弯管相关。顺着同样的成形规范,弯头机器设备的弯折实际操作会遭受损害。
弯管加工过程中如何防止开裂
坚持现有的弯头加工设备,包括预热装置和弯头装置、弯头预热装置的设置,弯头装置具有升降机构和推进机构,升降机构包括下支承体,上支承体具有弯头加工设备的结构、弯头加工设备的结构
用弯头加工设备安装与基座垂直配置的低压缸,上模设置在下缸的下端,下模设置在上模的下端,上模设置在模与下模的界面上,下模设置在下模芯上,下模的末端与基座相连,旋转板的固定板与活塞杆相连,金属相连茶叶弯管加工设备的不锈钢弯管机构包括旋转件和安装在旋转件上的不锈钢弯管,旋转件包括驱动装置的旋转框架,不锈钢弯管包括凸块和不锈钢弯管模块,驱动机构设置在相应的紧固件中。
 航萧管件
全自动弯管机应用防皱模有哪些关键点?
在全自动弯管机运用的是直径很大的水管、而弯曲半径较为小、厚壁又薄的时候,应运用防皱模与球芯棒。
水管弯折的情况下,其轴线里侧的原材料被缩小,当弯折至指定的视角,因为原材料缩小力大,会让原材料被推回来,并超出切点,假如这个地方的壁厚没有被弯模支撑,便会产生皱褶。就算后面在芯轴与弯模铺平,皱褶还是会存在,且在弯折完后,管上面也会出现一个大的皱褶。
应用防皱模,能够这个地方的支撑力度,让壁厚在缩小后匀称变厚,几乎不会皱褶。但因为调节不善,在已成皱褶后,防皱模还是不能够去掉褶皱。
防皱模的外形十分关键。水管拖动经过的槽应该稍微比管的直径大一点,可以是壁厚的10%,还要打磨光滑,以防止出现刮伤。
防皱模的前边应该特别薄,拉至弯模的切点处,用弯模来支撑,并多方面加固,营造一个封闭腔,好降低弯折时的摩擦阻力,防皱模在安装的时候,应略微一个不大的锥度。压膜的工作压力应调节得适度。安装与调节防皱模的时候,尽可能应用“调节芯棒”,在夹模夹紧的状况下来做。
在弯折的过程中,防皱模应该涂上适当的一层油,不过太多或是太稠的油还是会在这个地方出现皱褶,所以就要把握好这个量。
那以上就是全自动弯管机在应用防皱模的几个关键点了,大家可以了解一下!
航萧管件
全自动弯管机应用防皱模有哪些关键点?
在全自动弯管机运用的是直径很大的水管、而弯曲半径较为小、厚壁又薄的时候,应运用防皱模与球芯棒。
水管弯折的情况下,其轴线里侧的原材料被缩小,当弯折至指定的视角,因为原材料缩小力大,会让原材料被推回来,并超出切点,假如这个地方的壁厚没有被弯模支撑,便会产生皱褶。就算后面在芯轴与弯模铺平,皱褶还是会存在,且在弯折完后,管上面也会出现一个大的皱褶。
应用防皱模,能够这个地方的支撑力度,让壁厚在缩小后匀称变厚,几乎不会皱褶。但因为调节不善,在已成皱褶后,防皱模还是不能够去掉褶皱。
防皱模的外形十分关键。水管拖动经过的槽应该稍微比管的直径大一点,可以是壁厚的10%,还要打磨光滑,以防止出现刮伤。
防皱模的前边应该特别薄,拉至弯模的切点处,用弯模来支撑,并多方面加固,营造一个封闭腔,好降低弯折时的摩擦阻力,防皱模在安装的时候,应略微一个不大的锥度。压膜的工作压力应调节得适度。安装与调节防皱模的时候,尽可能应用“调节芯棒”,在夹模夹紧的状况下来做。
在弯折的过程中,防皱模应该涂上适当的一层油,不过太多或是太稠的油还是会在这个地方出现皱褶,所以就要把握好这个量。
那以上就是全自动弯管机在应用防皱模的几个关键点了,大家可以了解一下!

