


一分钟,了解产品的全部魅力!观看我们的滚压管大口径液压钢管生产型产品视频,为您的购买决策提供有力支持。
以下是:滚压管大口径液压钢管生产型的图文介绍


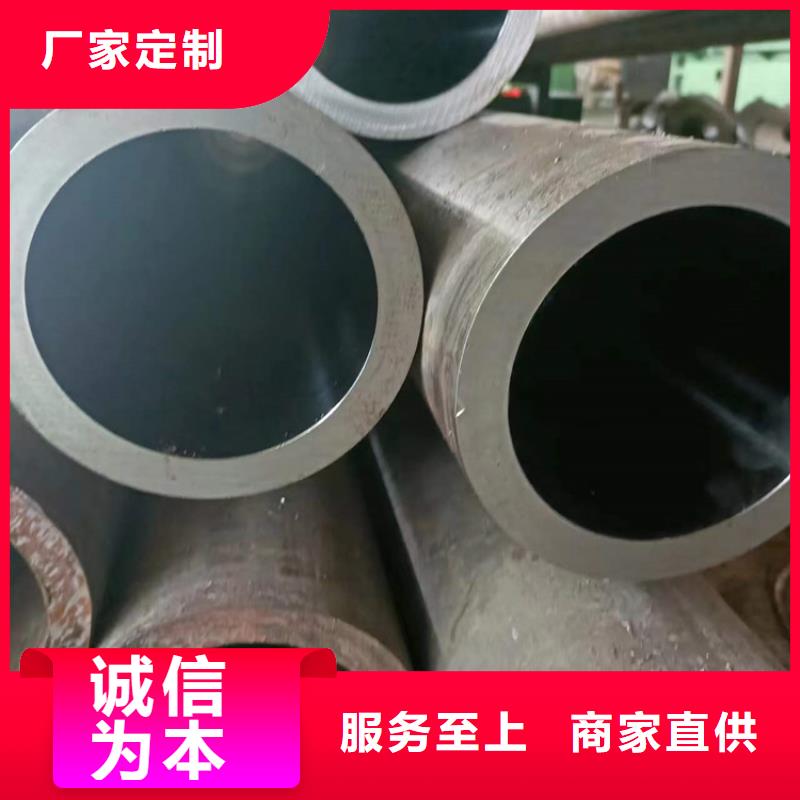
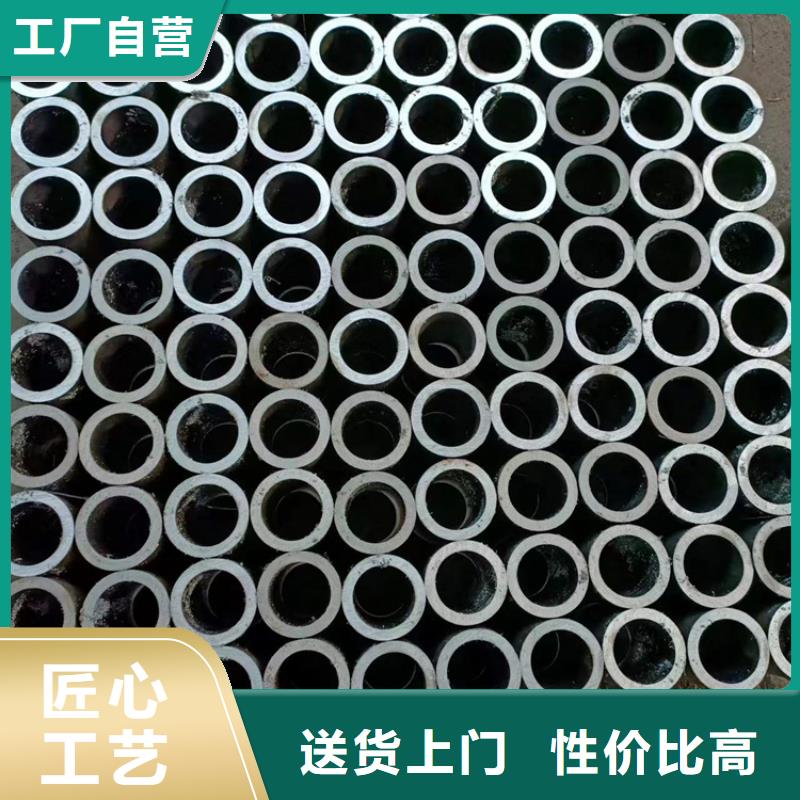
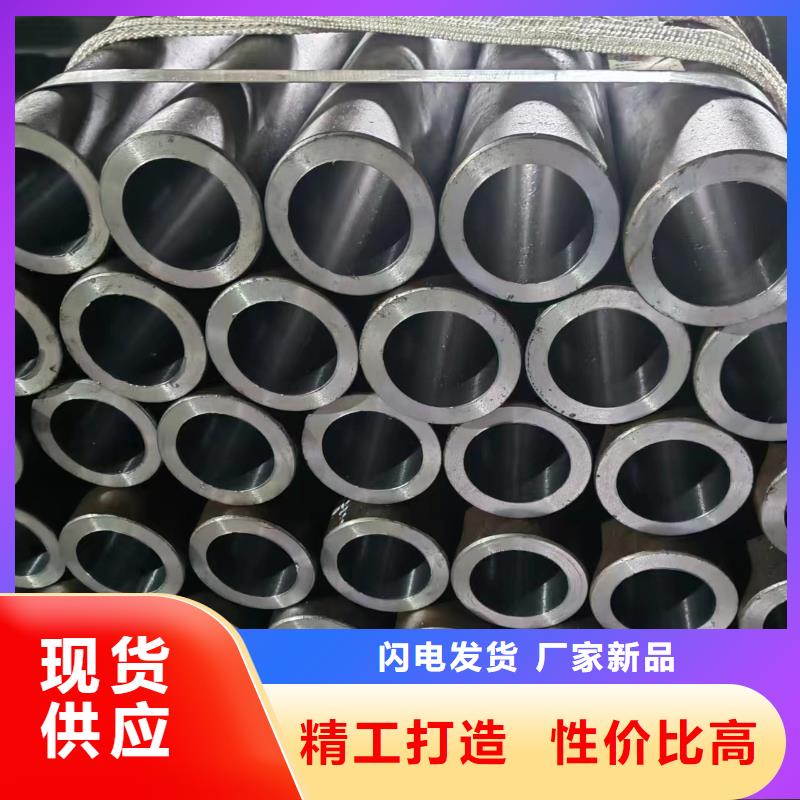
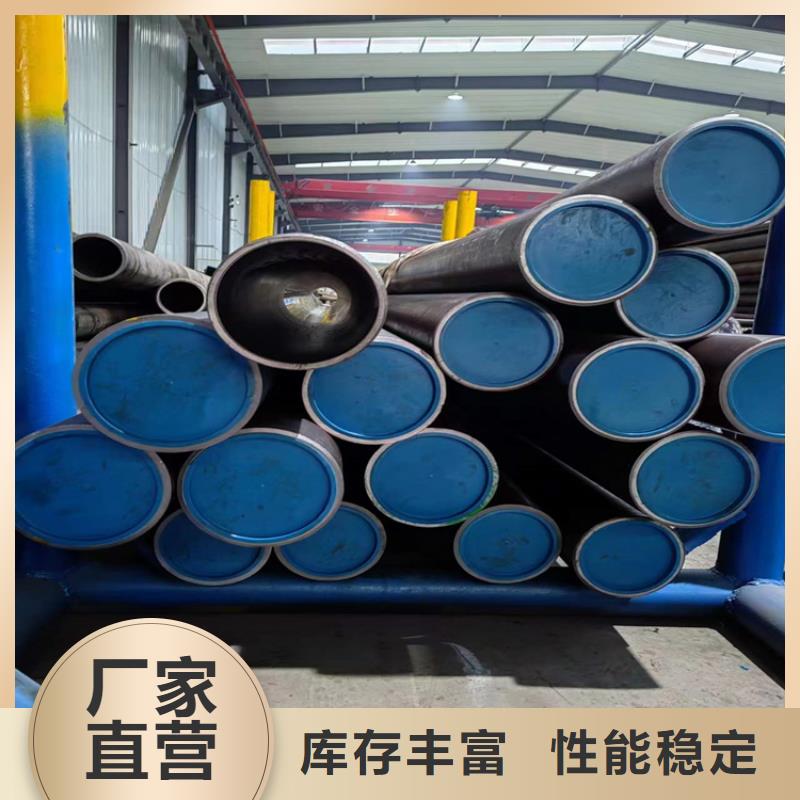
华尔网珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍滚压管
1、 结构分析:
1、 φ50mm×770mm本身的圆度公差为0.005mm。
2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。
3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。
4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。
5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。



创新显活力、科技铸实力、雄厚的技术、先进的设施、配套的设备、科学的管理铸就了安达液压机械有限公司的诚信、务实、、创新的敬业精神。始终秉承“产品有形、产品如人品;商道无形、商道如人道“的诚信的经营理念,铸就高质量的 安徽蚌埠活塞杆厂家,以持续的质量保证、服务周到的售后跟踪以满足 安徽蚌埠活塞杆厂家用户的需求。


迄今安达液压机械有限公司 安徽蚌埠活塞杆厂家产品已经在全国几百个工程项目中得以应用,并且以其优异的质量和完善的服务体系以及合理的价格优势等赢得了广大客户的信赖和厚爱。公司已建立起遍布世界的完善的销售和售后服务网络体系, 安徽蚌埠活塞杆厂家产品畅销全国200多个城市,深受客户的欢迎和好评。



华尔网珩磨管油缸管绗磨管绗磨管按照材质主要有45号、40Cr、42CrMo、27SiMn、304等。油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。滚压管
