


联系我们

椭圆管桥梁栏杆寿命长久产品环保无污染
更新时间:2024-11-19 08:39:57 浏览次数:3 公司名称: 聚宜兴金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 1 |
| 发货期限 | 5-7天 |
| 供货总量 | 10000 |
| 运费说明 | 来电洽谈 |
| 最小起订 | 1 |
| 质量等级 | 优等 |
| 是否厂家 | 是 |
| 产品材质 | Q235 |
| 产品品牌 | 聚宜兴 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国各地 |
| 产品重量 | 过磅 |
| 产品颜色 | 灰色 蓝色 绿色 黑色 白色 |
| 适用领域 | 桥梁 景观 河道 市政 校园 乡村道路 郊区 |
| 是否进口 | 否否 |
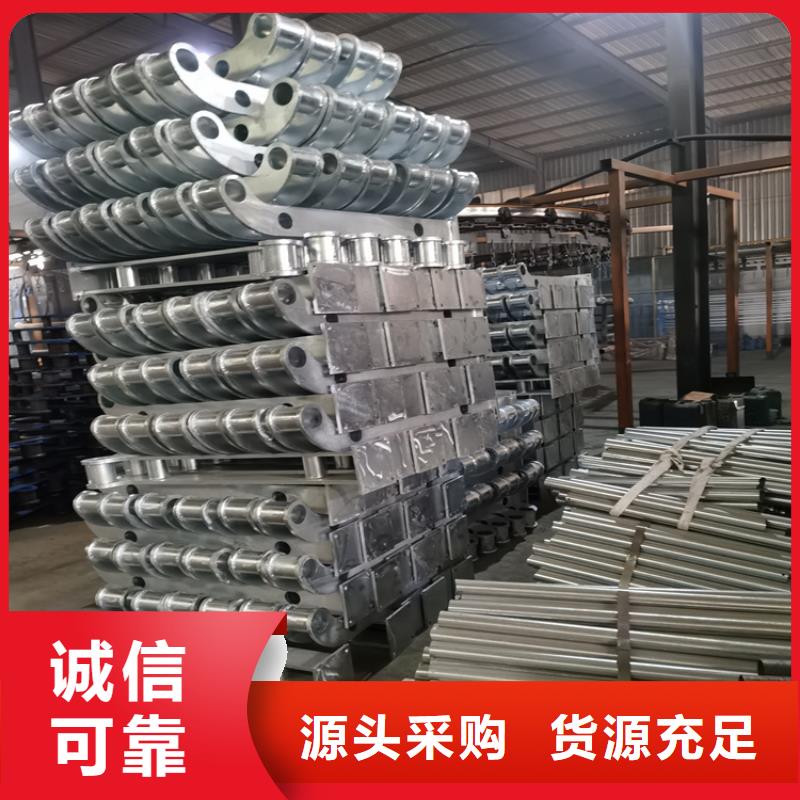






包头桥梁护栏简介,铜管比不锈钢管更不容易结垢,这是的区别,而不在于传热性能、抗腐蚀性能的好坏,这也中国人没有意识到的。举个简单的例子,国外的商用锅炉是不用水处理设备的,但寿命却长达15年。原因在于,虽然水也能在铜管壁上生成水垢,但其生成的只是絮状的水垢,在这种情况下,只要加大水的流速,水垢便不能沉淀下来。其次,才是传热性能。铜的热传导率要比不锈钢的高,所以同样形状的铜管的传热系数要比不锈钢管的高。所以在蒸发器冷凝器上用的换热管基本上都是用铜做的。包头热轧社会库存从5月中旬开始逐渐累积,直到8月初,才形成连续3周逐渐下降趋势,与冷轧库存表现形成鲜明对比。热镀锌桥梁护栏结合当前冷热价格表现以及价差的不断修复,可见冷轧库存对价格的支撑作用更为明显。防撞护栏市场悲观氛围蔓延,低价资源频现。据贸易商反应,目前市场面临困难就是始终处于高位的库存,在需求缓慢复苏的情况下当前市场难以去库存,因此导致自身对于后市大涨缺乏信心,希望择机降库。目前宏观方面中美贸易摩擦较为紧张,期螺弱势下行,现货防撞护栏市场较为恐慌,多数地区炼铁出货缓慢,防撞护栏市场交投氛围冷清,钢厂需求减弱,铁厂库存有所累加,价格一单一议者居多;球铁、铸铁成交欠佳,厂家出货不畅,下游需求近期未有好转之势,停产铁厂持续观望。
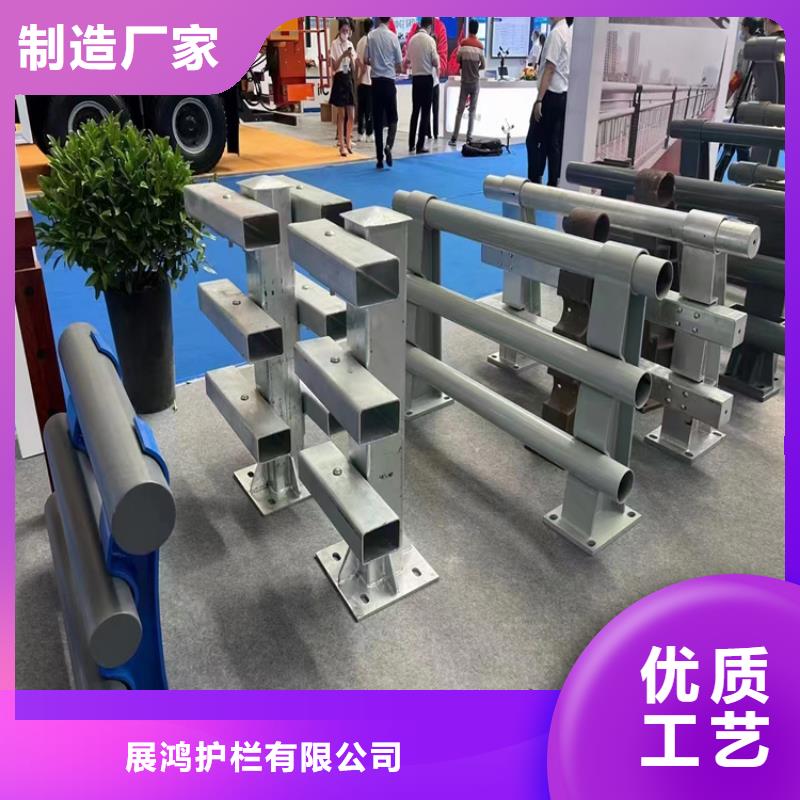
包头热镀锌桥梁护栏不锈钢复合管价格知识复合桥梁护栏的材质主要是不锈钢材料的,对于不锈钢桥梁护栏来说,也是不断地进行处理的,尤其是表面的处理,虽然说是不生锈,但是由于质量和技术不过关导致的不锈钢桥梁护栏出现生锈的现象是比较严重的,为了确保不锈钢桥梁护栏的质量,它的更大的优势,对于不锈钢桥梁护栏的表现也是要进行喷粉操作的,一般的操作的方法是有哪些呢?不锈钢桥梁护栏不锈钢桥梁护栏喷粉过程中要注意吊具的导电性且吊具上的徐层不宜太厚过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重一定要设计好挂具要求挂具牢固可靠;采用预烘的目的:一是除去工件上剩余的水分二是可以保证一定厚度的粉末涂料较好地附着在工件的表面三是保证工件尽快均匀受热加快固化过程一般预烘的温度是80—140℃.对于护栏产品根据其特点采用自动喷枪另加手工喷枪补喷相结合的形式目的是实时监控喷粉质量保证产品质量稳定.一般纯聚酚粉术涂料的固化条件是200℃10min通过调整加热炉的温度和链速来保证固化温度和时间.
包头热镀锌桥梁护栏去除焊迹的方法是什么桥梁护栏是安装在桥梁上的一种重要的护栏类型,桥梁护栏在加工和制作的时候也是进行焊接的,焊接的时候也是有着一定的焊迹的,如果不去除的话会使得桥梁护栏不美观。那么应该怎么去除这些焊迹呢?桥梁护栏去锈、氧化皮焊渣的主要方法有手工处理、机械处理、喷射处理、化学处理(酸洗)、电化学处理和火焰处理等方法.桥梁护栏手工处理主要使用砂布刮刀锤凿、钢丝刷、废砂轮等工具靠手工打磨敲铲、扫刷来除去锈垢、氧化皮及焊渣尘土等桥梁护栏表面污物.桥梁护栏化学处理是利用特殊配方的酸性溶液来浸、溶铁艺制品通过化学反应来除净氧化皮、锈痕、油污即所谓的“酸洗”.桥梁护栏喷射处理是利用机械离心、压缩空气、高压水流等为动力将磨料、砂石、钢丸抛射到桥梁护栏的表面冲击和磨擦掉氧化皮、锈痕、旧漆、型砂等。桥梁护栏机械处理常用的有风(电)动刷除锈枪抛光砂轮及风(电)铲等工具借助机械力的高频冲击与磨擦的作用除锈和氧化皮旧漆等污物.以上是常见的桥梁护栏的具体的焊迹去除的要求和各种的焊迹的去除的方法供大家进行参考
包头热镀锌桥梁护栏不锈钢栏杆施工方法
一、施工准备
1、材料及主要机具:
⑴、不锈钢管:按设计要求选用,必须有质量证明书。
⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。
⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。
2、作业条件
⑴、熟悉图纸,做不锈钢栏杆施工工艺技术交底.
⑵、原有的铁管栏杆已拆除,护栏小方砖镶贴已经施工完毕。
⑶、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。
⑷、现场供电应符合焊接用电要求。
⑸、施工环境已能满足不锈钢栏杆施工的须要.
二、操作工艺
1、工艺流程
施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。
2、主要施工方法:
⑴、施工前应先进行现场放样并计算出各种杆件的长度。
⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm.
⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。
⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。